In high-volume injection molding, long-term production stability is not defined by short-term process success. It is determined by how the mold system behaves under continuous thermal, mechanical, and pressure loading across extended production cycles.
Achieving consistent production stability requires structural and thermal equilibrium within the mold system.
Process tuning can temporarily compensate for variation.
Sustained stability, however, depends primarily on three interdependent engineering pillars:
- Mold architecture
- Thermal control strategy
- Cavity balance integrity
These elements define the structural and energetic equilibrium of the mold system. When aligned, performance becomes repeatable.When misaligned, production stability begins to degrade gradually — often only after tens of thousands of cycles.
1. Mold Architecture: Load Distribution and Structural Rigidity
Mold architecture determines how clamping force, injection pressure, and thermal expansion stresses are transmitted throughout the tool.
Critical architectural variables include:
- Cavity layout symmetry
- Stack configuration and layer alignment
- Support plate thickness and rigidity
- Runner and gate positioning strategy
- Venting and shut-off geometry
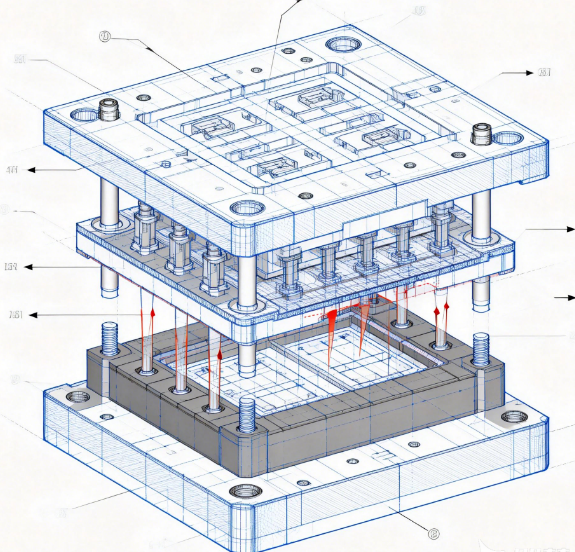
In advanced configurations such as stack molds, structural rigidity requirements increase significantly under clamping load. Even in high-cavity systems, minor asymmetry in structural support can result in differential deflection. While such deformation may remain within tolerance during initial trials, continuous cyclic loading can introduce progressive instability.
Deflection under pressure affects:
- Gate sealing performance
- Flash formation risk
- Packing pressure uniformity
- Long-term shut-off wear
Architecture establishes mechanical stability boundaries. If structural rigidity is marginal, process compensation becomes increasingly necessary over time.
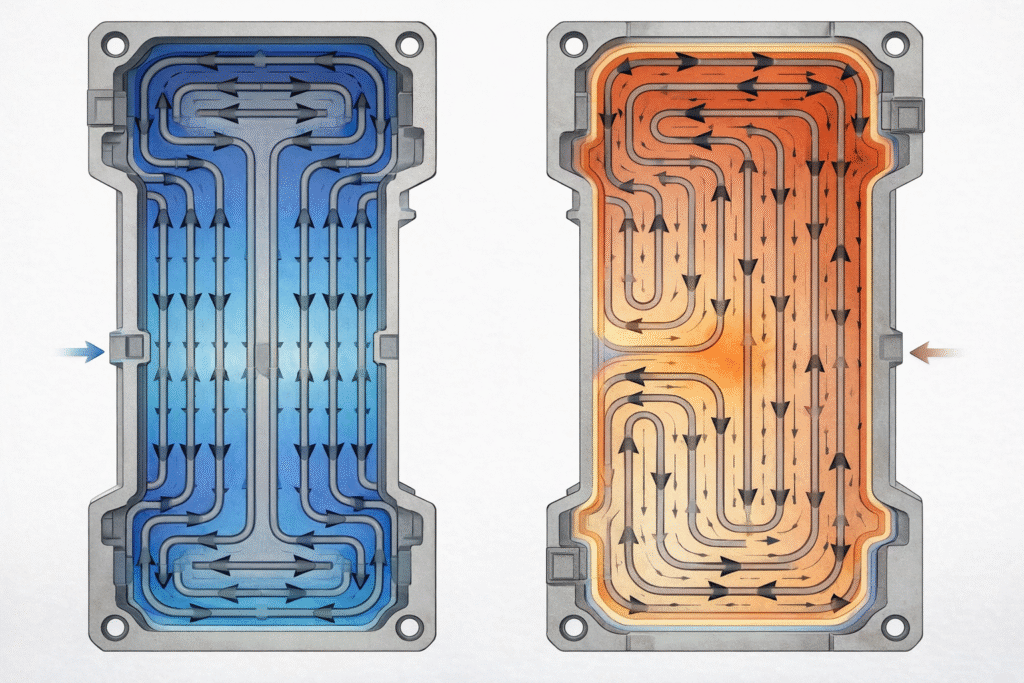
2. Thermal Control: Managing Heat Flux and Gradient Stability
Thermal behavior directly influences dimensional consistency, surface replication, and residual stress distribution.
In high-volume production, heat does not behave statically. It accumulates, redistributes, and interacts with mechanical stress over extended cycles.
Thermal control must address:
- Cooling channel proximity to cavity surface
- Coolant flow rate consistency
- Multi-zone temperature balance
- Heat flux symmetry between cavities
- Thermal expansion differential across the mold base
A temperature deviation of just 2–3°C between cavities may not visibly affect early sampling. However, under 100,000+ cycles, uneven heat dissipation can lead to:
- Differential shrinkage rates
- Surface gloss drift (especially in IMR applications)
- Warpage accumulation
- Accelerated cavity wear
Thermal symmetry is not merely a productivity factor. It is a structural requirement for long-term production stability in injection molding.
Detailed design strategies for cooling channel layout, which directly support thermal symmetry, are explained in our injection mold cooling channel layout guide.
3. Cavity Balance: Pressure Uniformity and Flow Synchronization
Cavity balance ensures consistent material distribution during filling and packing phases.
Imbalance may arise from:
- Runner cross-sectional mismatch
- Uneven flow path length
- Gate geometry inconsistency
- Pressure drop variation
- Sensitivity to material viscosity fluctuation
In multi-cavity systems, slight pressure discrepancies amplify during packing. Over extended cycles, imbalance influences:
- Residual stress patterns
- Dimensional drift
- Cosmetic variation
- Differential mold wear
In stack mold systems, imbalance between upper and lower layers compounds mechanical and thermal instability if not precisely engineered.
Achieving cavity balance requires simulation-backed design and validation under realistic production cycle constraints.
Practical gate positioning and runner balance strategies in multi-cavity systems are further explored in our gate location impact analysis.
4. Thermo-Mechanical Interaction: The Hidden Stability Variable
Mold stability is governed not by mechanical and thermal systems independently, but by their interaction.
Mechanical deflection alters cavity geometry.
Thermal expansion modifies dimensional tolerance.
Pressure variation influences heat distribution.
For example:
- Elevated cavity temperature increases material shrinkage variability.
- Structural deflection under clamp load changes cooling channel proximity.
- Uneven pressure distribution alters local heat transfer rates.
These coupled interactions accumulate gradually, often appearing as drift rather than immediate failure.
Long-term stability requires controlling interaction effects — not isolated variables.
5. Cumulative Deviation and Its Impact on Production Stability
Sampling validates capability.
Extended production validates equilibrium.
True stability becomes measurable after:
- 50,000 cycles
- 100,000 cycles
- Continuous multi-shift operation
Over time, small imbalances in rigidity, temperature, or pressure accumulate.
A robust mold system minimizes cumulative deviation through:
- Structural symmetry
- Thermal equilibrium
- Pressure consistency
Stable systems operate within engineered control windows rather than relying on continuous parameter adjustment.
6. Engineering Validation Methods for Production Stability
Designing for stability is only the first step. Engineering validation ensures that structural assumptions hold under real production conditions.
Finite Element Analysis (FEA) for Structural Integrity
FEA simulations evaluate:
- Plate deformation under maximum clamp load
- Tie-bar load distribution
- Shut-off compression behavior
- Stress concentration zones
In stack configurations, deflection between cavity planes must be assessed independently. Even minor deformation differences can influence long-term sealing and wear patterns.
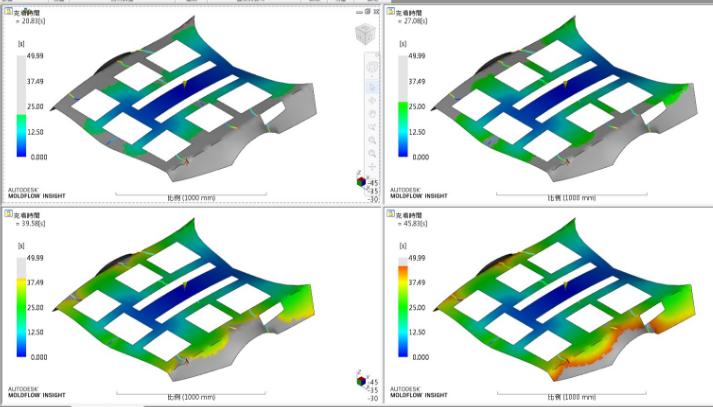
Moldflow Simulation for Filling and Packing Balance
Industry-standard tools such as Autodesk Moldflow provide structured validation frameworks for predicting filling behavior and packing consistency.
Flow simulation predicts:
- Pressure drop distribution
- Packing consistency across cavities
- Weld line positioning
- Gate freeze timing variation
Balanced filling reduces residual stress variation, directly influencing dimensional stability over extended cycles.
Simulation should reflect real production cycle times — not idealized laboratory conditions.
Thermal Mapping and Cooling Performance Verification
Cooling validation extends beyond channel layout.
Thermal mapping during extended trials identifies:
- Surface temperature gradients
- Localized hot spots
- Coolant circuit imbalance
Infrared thermography and embedded thermocouples provide measurable data on heat distribution.
Thermal equilibrium must be verified under sustained operating speeds.
Machine Compatibility and Clamp Distribution Assessment
Machine rigidity influences long-term mold behavior.
Validation includes:
- Clamp force distribution measurement
- Platen parallelism inspection
- Mold deflection monitoring under full pressure
Mismatch between mold architecture and machine capability often manifests as progressive imbalance rather than sudden failure.
Long-Cycle Drift Monitoring
True stability cannot be validated in short sampling runs.
Extended validation should include:
- 10,000–20,000 cycle testing
- Cavity-to-cavity dimensional tracking
- Pressure curve consistency monitoring
- Surface finish comparison across production intervals
Stability is proven by equilibrium under repetition — not by early-stage capability.
Conclusion
Long-term production stability is not a process achievement. It is a system equilibrium condition.
Mold architecture defines mechanical limits.
Thermal control preserves energetic balance.
Cavity balance ensures flow uniformity.
When engineered as an integrated framework, advanced mold systems transition from functional upgrades to scalable, repeatable manufacturing platforms.
In high-volume injection molding, stability is not corrected after the fact.
It is designed into the mold system from the beginning.
Sustainable production stability must be engineered at the architectural level rather than corrected through process adjustment.