Introduction
Warpage in injection molding is a common dimensional defect that occurs when a molded plastic part bends, twists, or distorts after cooling. Although the part may initially appear acceptable during mold trials, internal stress and uneven shrinkage can gradually cause deformation as the part stabilizes.
In plastic manufacturing, warpage is often associated with uneven cooling, inconsistent wall thickness, and unbalanced material flow. These factors create internal stresses inside the molded part, leading to distortion once the part is ejected from the mold.
Warped plastic parts can create serious problems in downstream manufacturing operations. Even small deformation can prevent parts from fitting properly during assembly, especially in products that require precise alignment or structural integrity.
Typical problems caused by warpage include:
- assembly misalignment
- dimensional inaccuracies
- cosmetic defects on visible surfaces
- difficulty in automated assembly processes
Understanding the root causes of warpage and applying proper design and processing strategies can significantly improve product stability and reduce manufacturing defects.
For a broader overview of manufacturing problems, engineers often review common injection molding defects that affect product performance and production stability.
What Is Warpage in Injection Molding
Warpage refers to distortion or bending of a molded plastic part caused by uneven internal stresses during the cooling and solidification process.
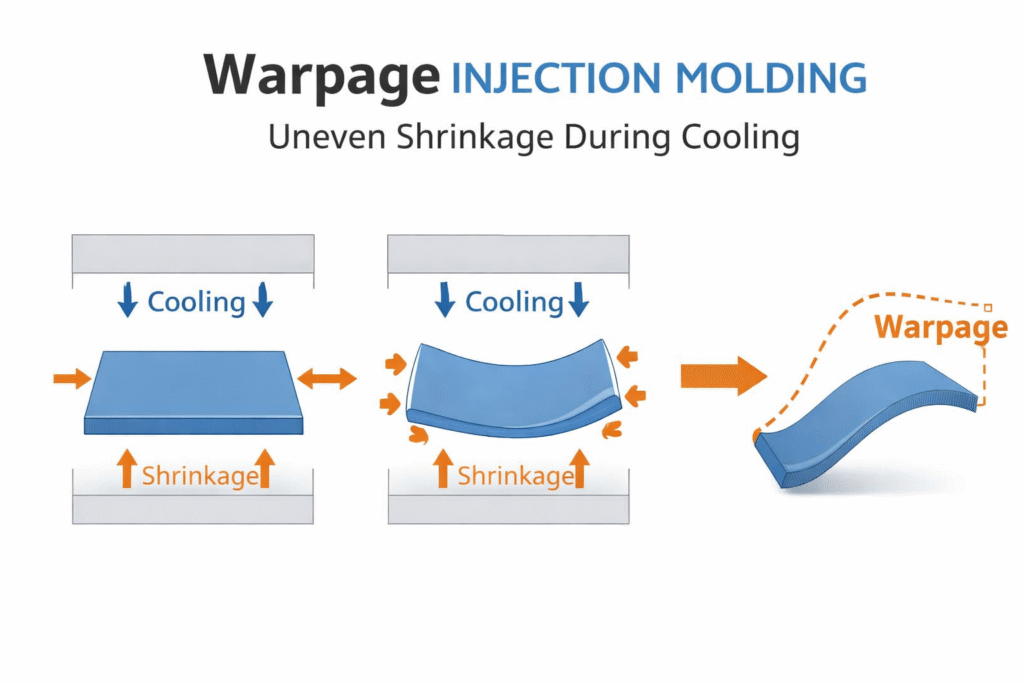
During injection molding, molten plastic is injected into the mold cavity and begins cooling from the mold surfaces inward. As the plastic solidifies, the material shrinks. Ideally, shrinkage should occur uniformly throughout the entire part.
However, in real manufacturing conditions, shrinkage rarely happens evenly. Differences in cooling rate, material orientation, and part geometry can cause certain areas of the part to shrink more than others.
This uneven shrinkage creates internal stresses within the plastic part. When the part is ejected from the mold and these stresses are released, the part may bend, twist, or distort.
Common forms of warpage include:
- curved surfaces
- twisted frames
- lifted corners
- uneven edges
- distorted flat panels
Warpage is particularly problematic in products with large flat surfaces, thin wall sections, or complex geometries.
Common Causes of Warpage in Injection Molding
Warpage is rarely caused by a single factor. In most cases, it results from a combination of material behavior, mold design, and processing conditions.

Understanding these factors is essential for identifying the root cause of deformation during production.
Uneven Cooling
Uneven cooling is one of the most common causes of warpage.
During injection molding, heat must be removed from the molten plastic as it solidifies. If cooling is not uniform across the mold cavity, different areas of the part will shrink at different rates.
For example, one side of a plastic part may cool faster due to better heat transfer from nearby cooling channels. Meanwhile, another area may remain hot for longer periods. As a result, shrinkage becomes uneven and internal stress begins to develop.
Improper cooling channel layout can contribute significantly to temperature imbalance. If cooling channels are not properly positioned or designed, heat removal may be inconsistent across the mold.
Uniform cooling distribution is therefore critical to maintaining dimensional stability.
Non-Uniform Wall Thickness
Wall thickness variation is another major contributor to warpage.
Thicker areas of a plastic part retain heat longer than thinner sections. This means thick regions shrink later than thin regions during cooling.
When thick and thin sections exist within the same part, uneven shrinkage occurs as the material solidifies at different times.
Common design issues that lead to this problem include:
- thick ribs connected to thin walls
- sudden transitions in wall thickness
- localized heavy sections within the part
Maintaining consistent wall thickness throughout the part helps minimize shrinkage differences and improves dimensional stability.
Unbalanced Material Flow
Material flow inside the mold also plays an important role in internal stress formation.
If molten plastic reaches different areas of the cavity at different times, cooling may begin unevenly across the part.
Unbalanced flow can occur when:
- the gate location is poorly positioned
- the flow path is excessively long
- the runner system is not properly balanced
These flow variations may cause different packing pressures across the part, which contributes to uneven shrinkage.
Unbalanced flow can also lead to other molding issues such as short shot defects or weld lines in critical areas.
Material Shrinkage Characteristics
Plastic materials behave differently during cooling and shrinkage.
Semi-crystalline materials such as polypropylene (PP) and nylon (PA) tend to shrink more than amorphous materials like ABS or polycarbonate. In addition, fiber-reinforced plastics may shrink differently depending on fiber orientation.
During injection molding, molecular orientation occurs as molten plastic flows through the mold cavity. This orientation can cause anisotropic shrinkage, meaning the material shrinks differently in different directions.
If shrinkage occurs unevenly across the part, warpage may occur.
Material selection is therefore an important consideration when designing plastic parts that require high dimensional stability.
Improper Processing Parameters
Injection molding process parameters also influence part deformation.
Processing conditions that contribute to warpage include:
- excessive injection pressure
- high packing pressure
- insufficient cooling time
- uneven mold temperature distribution
If processing conditions are not optimized, internal stress may remain trapped within the molded part after ejection.
These stresses gradually release as the part stabilizes, causing deformation over time.
How Mold Design Influences Warpage
Mold design is one of the most important factors in controlling warpage during injection molding.
A well-designed mold helps regulate heat transfer, material flow, and shrinkage behavior throughout the molding cycle.
Cooling System Design
Cooling system design directly affects temperature uniformity across the mold cavity.
Proper placement of cooling channels ensures that heat is removed evenly from the molded part. Balanced cooling prevents localized temperature differences that can cause differential shrinkage.
Advanced cooling techniques such as conformal cooling channels can further improve temperature control and reduce warpage risk.
Gate Location
Gate placement strongly influences how molten plastic flows through the mold cavity.
If the gate location is poorly positioned, the plastic may fill the cavity unevenly, resulting in different packing pressures across the part.
Proper gate placement helps maintain balanced material distribution and reduces the likelihood of internal stress buildup.
Structural Reinforcement
Part geometry can also improve resistance to warpage.
Structural features such as ribs or reinforcing walls increase stiffness and reduce the likelihood of bending or distortion.
However, these features must be carefully designed to avoid introducing additional thickness variation.
Balanced structural design helps maintain dimensional stability without increasing shrinkage imbalance.
How to Reduce Warpage in Injection Molding
Reducing warpage requires a combination of design improvements and process optimization.
Manufacturers commonly apply several strategies to minimize deformation.
Maintain Uniform Wall Thickness
Designing parts with consistent wall thickness helps ensure uniform cooling and shrinkage behavior.
Gradual thickness transitions are preferable to abrupt changes in geometry.
Optimize Cooling Channel Layout
Cooling systems should be designed to distribute heat evenly throughout the mold cavity.
Uniform cooling significantly reduces temperature gradients and shrinkage imbalance.
Improve Gate Design
Proper gate size and placement ensure balanced flow and packing pressure across the part.
This reduces internal stress accumulation during the molding process.
Optimize Processing Conditions
Process parameters should be adjusted to ensure stable material flow and consistent cooling.
Engineers typically optimize:
- injection pressure
- packing pressure
- cooling time
- mold temperature
These adjustments help reduce residual stress inside the molded part.
Conclusion
Warpage in injection molding is a common dimensional defect caused by uneven shrinkage and internal stress during cooling. Although warped parts may initially pass visual inspection, deformation can cause serious issues during product assembly and long-term use.
By understanding the causes of warpage, manufacturers can improve mold design, optimize cooling systems, and refine processing parameters to maintain dimensional stability.
Industry organizations such as the Society of Plastics Engineers (SPE) provide additional technical resources on plastic part design and dimensional stability.
Engineers often analyze defects such as flash defects or short shot alongside warpage to better understand how process conditions affect overall molding performance.
With proper mold engineering and production control, injection molding operations can significantly reduce warpage and maintain consistent product quality.