Introduction
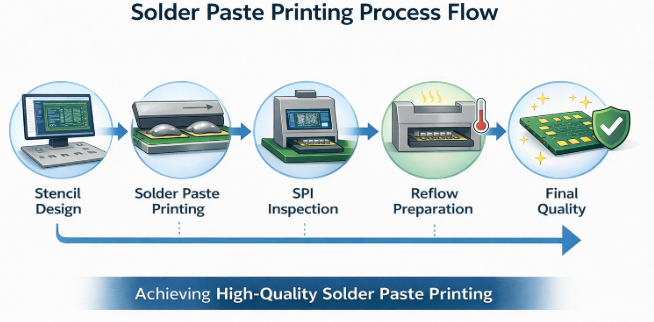
Solder paste printing is an essential and foundational step in the PCB (Printed Circuit Board) assembly process. It is the first step of Surface Mount Technology (SMT), where solder paste is applied to PCB pads using a stencil to prepare the board for component placement and subsequent reflow soldering. Solder paste quality and precision during printing directly affect the reliability and performance of the assembled PCB.
In this article, we will explore the key factors affecting solder paste printing, identify common challenges, and discuss best practices to optimize the process for achieving higher-quality PCB assemblies. Optimizing solder paste printing ensures precise soldering, reduces defects, and improves overall manufacturing efficiency.
What is Solder Paste Printing?
Solder paste printing is a process used to apply a layer of solder paste to the copper pads of a PCB. The paste is made up of fine solder particles suspended in flux. During the reflow soldering process, the paste melts, forming the electrical connections between the components and the PCB.
Solder paste printing is vital to the SMT process, as it directly influences the quality of the solder joints. Inconsistent paste application can lead to a range of defects, such as insufficient soldering, solder bridging, and cold joints. The quality of solder paste printing has a direct impact on the yield rate of PCB assemblies and the long-term reliability of the final product.
Factors Affecting Solder Paste Printing Quality
1. Stencil Design
Stencil design plays a critical role in the solder paste printing process. Stencils are used to deposit the solder paste onto the PCB. The stencil’s aperture size, thickness, and material properties all affect the volume and consistency of paste deposition.
- Stencil Thickness: The thickness of the stencil directly influences the amount of solder paste deposited onto the PCB pads. Thicker stencils allow for more paste to pass through, while thinner stencils reduce paste deposition. The thickness must be carefully calibrated for the specific requirements of the PCB layout.
- Stencil Aperture Size: The aperture size in the stencil defines the amount of solder paste that is applied to the PCB pad. If the aperture is too small, insufficient paste is deposited, leading to poor solder joints. Conversely, if the aperture is too large, excessive paste can cause bridging between adjacent pads.
- Stencil Material: The material of the stencil also plays a role in paste transfer efficiency. Stainless steel stencils are commonly used for fine-pitch components, while nickel stencils are typically used for thicker deposits.
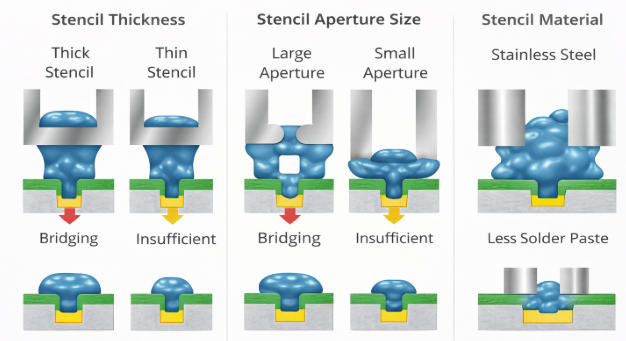
Optimizing the stencil design ensures that the solder paste is applied accurately, avoiding common defects like insufficient soldering and solder bridging.
2. Printer Settings
The printer settings control how the solder paste is applied to the PCB. Key settings such as squeegee speed, pressure, and squeegee angle can have a significant impact on paste deposition quality.
- Squeegee Speed: The speed at which the squeegee moves during the printing process affects how evenly the solder paste is spread across the PCB. If the squeegee moves too fast, the paste may not be deposited uniformly, leading to poor solder joints. If it moves too slowly, it can result in excess paste and potential bridging.
- Squeegee Pressure: Squeegee pressure controls how forcefully the solder paste is pushed through the stencil onto the PCB pads. If the pressure is too high, it can cause paste to spill over the pads and lead to solder bridging. If the pressure is too low, insufficient paste is deposited, leading to weak solder joints.
- Squeegee Angle: The angle of the squeegee can also affect the paste deposition. A slight angle helps maintain uniform paste coverage across the pads and ensures consistent results.
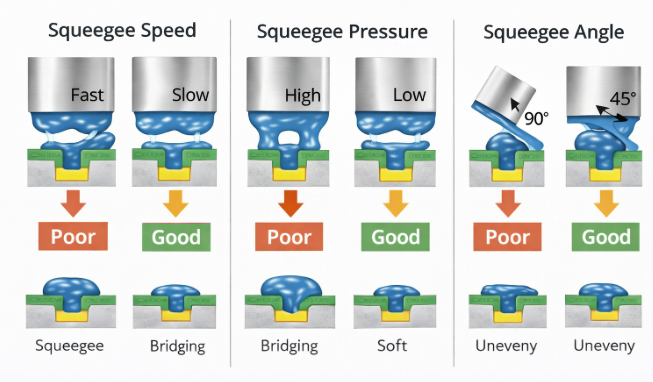
Fine-tuning these printer settings based on the PCB design and component layout is critical for achieving accurate paste deposition and minimizing defects.
3. Solder Paste Quality
The quality of solder paste is a significant factor in ensuring high-quality solder joints. Solder paste consists of fine solder particles suspended in flux. The paste must have the right viscosity and particle size to ensure it flows well through the stencil and adheres correctly to the PCB pads.
- Viscosity: The viscosity of the solder paste determines its flow characteristics. If the paste is too thick, it may not flow properly through the stencil, leading to incomplete paste coverage. If the paste is too thin, it can lead to excessive paste being deposited, causing solder bridging.
- Particle Size: The size of the solder particles affects how well the paste spreads on the PCB. Fine-pitch components require smaller solder particles for better paste adhesion and more precise soldering. Coarser particles may be better suited for larger components or thick layers of paste.
- Flux Composition: The flux in the solder paste is responsible for removing oxides from the PCB pads and components, allowing for a better bond during reflow soldering. The quality of flux in the solder paste directly impacts the wetting of solder joints.
Using high‑quality solder paste with the right viscosity and particle size is essential for ensuring reliable and consistent solder joints. To learn more about the guidelines for solder paste printing, please refer to the IPC‑7527 Solder Paste Printing Standard, which provides comprehensive industry standards on paste quality.
To learn more about how solder paste inspection (SPI) systems ensure paste consistency and detect defects early, please refer to our article on SMT Inspection Strategy: SPI AOI AXI Explained
4. Component and Pad Layout
The design of the PCB pads and the component layout significantly influences solder paste printing quality. When the pad design is poor, it can cause issues with paste adhesion and lead to defects such as cold joints or non-wetting.
When pad design is poor, it can cause issues with paste adhesion and lead to defects such as cold joints or non-wetting, ultimately affecting production yield. To understand more about how design and manufacturing processes affect production yield, please refer to our article on What Affects Production Yield in Electronics Manufacturing?
- Pad Design: The size and shape of the PCB pads are crucial for ensuring proper solder paste application. Pads that are too small may cause insufficient paste deposition, while pads that are too large may result in excess paste, causing bridging. Pad designs should be optimized to fit the components and ensure good soldering.
- Component Placement: The placement of components on the PCB also affects solder paste printing. High-density components can make it more difficult to achieve uniform paste coverage, leading to insufficient paste on some pads and excess paste on others. Careful design of component placement and pad layout is crucial to ensuring high-quality soldering.
5. Environmental Factors
Environmental conditions, such as temperature and humidity, can also impact solder paste printing. The paste’s viscosity and flow characteristics can change with temperature and humidity, affecting its ability to flow through the stencil and adhere to the PCB.
- Temperature: High temperatures can cause solder paste to dry out too quickly, reducing its ability to form good solder joints. On the other hand, low temperatures can increase viscosity and cause the paste to flow poorly, leading to inconsistent deposition.
- Humidity: Excess moisture in the air can cause solder paste to absorb water, which can lead to problems such as paste drying or void formation during reflow. Controlling the temperature and humidity in the printing area is essential to maintain consistent solder paste quality.
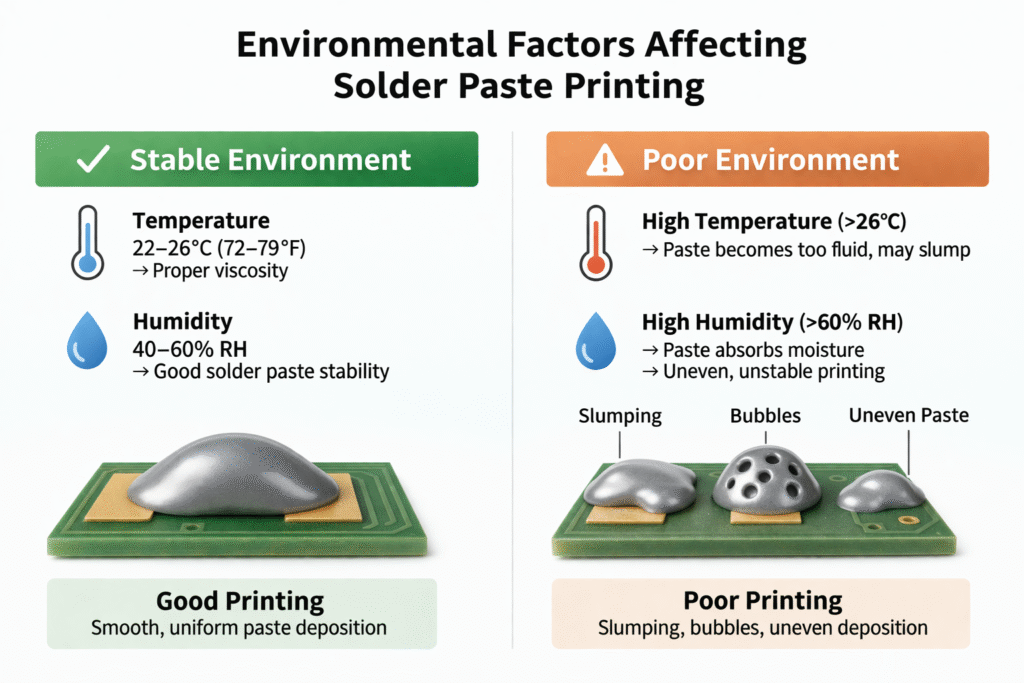
By implementing integrated manufacturing, it’s possible to effectively control the production environment, including temperature and humidity, to reduce potential quality issues during solder paste printing. To learn more about recognized industry standards for environmental control in electronics manufacturing, please refer to the IPC Official Standards Center, where key guidelines for manufacturing and quality control are provided.
To learn more about how integrated manufacturing can reduce risks in electronics projects, please refer to our article.
Common Problems in Solder Paste Printing and Their Solutions
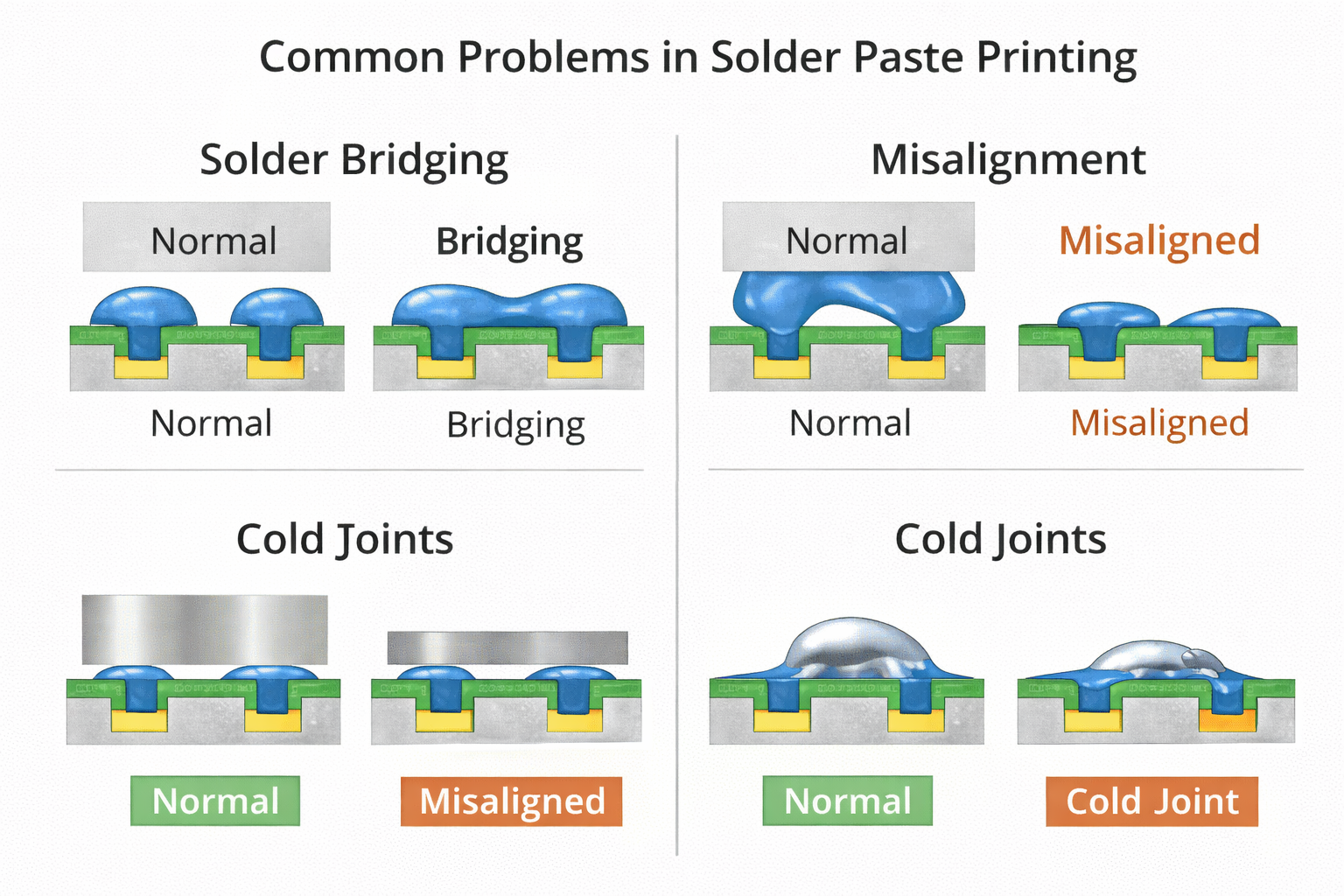
1. Misalignment
Misalignment between the stencil and PCB during printing can result in poor paste deposition, leading to soldering defects. Proper alignment of the PCB and stencil, as well as regular maintenance of the printer, can prevent misalignment.
2. Solder Bridging
Solder bridging occurs when excessive solder paste connects two adjacent pads, causing a short circuit. This can be prevented by optimizing stencil design, adjusting printer settings, and using Solder Paste Inspection (SPI) systems to detect excess paste.
3. Cold Joints
Cold joints occur when there is insufficient solder paste on the PCB pads, leading to weak or unreliable solder joints. Cold joints can be avoided by ensuring the proper amount of paste is deposited, adjusting printer settings, and using high-quality solder paste.
Best Practices for Solder Paste Printing
To ensure high-quality solder paste printing, consider the following best practices:
- Use high-quality solder paste and ensure proper storage conditions.
- Optimize stencil design to match component sizes and pad layouts.
- Calibrate printer settings to ensure uniform paste deposition.
- Implement SPI systems to check paste consistency and detect defects early.
- Control environmental conditions to prevent paste drying or viscosity changes.
Conclusion
Solder paste printing is a critical process in PCB assembly, and optimizing it can lead to higher-quality solder joints and fewer defects. By focusing on key factors such as stencil design, printer settings, solder paste quality, component layout, and environmental conditions, manufacturers can improve the consistency and reliability of their PCB assemblies. Regular monitoring, inspection, and best practices ensure that solder paste printing is optimized, leading to better performance and fewer manufacturing issues in the final product.