Mold trials mass production differences are one of the most misunderstood causes of failure in injection molding projects.
In injection molding projects, most failures don’t hit you like a sudden breakdown—they creep up quietly, after samples are approved, tooling is released, and production begins ramping up.
It’s a scenario we’ve seen play out dozens of times with engineering and procurement teams, and it almost always starts the same way:
- Mold trials go smoothly, with no major red flags
- Sample parts meet dimensional and cosmetic specifications
- Assembly tests appear stable
There’s a collective sigh of relief.
The assumption is simple: “If trials passed, production should be fine.”
But a few weeks—or months—into mass production, cracks begin to appear:
- Parts start sticking in the mold
- Surface defects show up inconsistently
- Cycle times fluctuate
- Scrap rates creep from 1% to 5%, then into double digits
When this happens, the first question is almost always the same:
“If the samples were fine, what changed?”
The answer is rarely a single mistake.
More often, it’s the gap between what mold trials actually test—and what real-world mass production demands.
Those early “good enough” decisions don’t fail immediately.
They accumulate. And once production hits full speed, they turn into costly, hard-to-fix risks.
Why Mold Trials Mass Production Gaps Hide Production Risk
In many projects, mold trials mass production behavior is never evaluated under true production-speed conditions.
Let’s get one thing clear: mold trials (T0, T1, or early sampling) are designed to prove feasibility—not long-term stability in injection molding.
Think of a mold trial like a test drive.
You’re checking whether the car runs, shifts, and gets you from point A to point B—not whether it can survive 100,000 miles of daily use in real traffic.
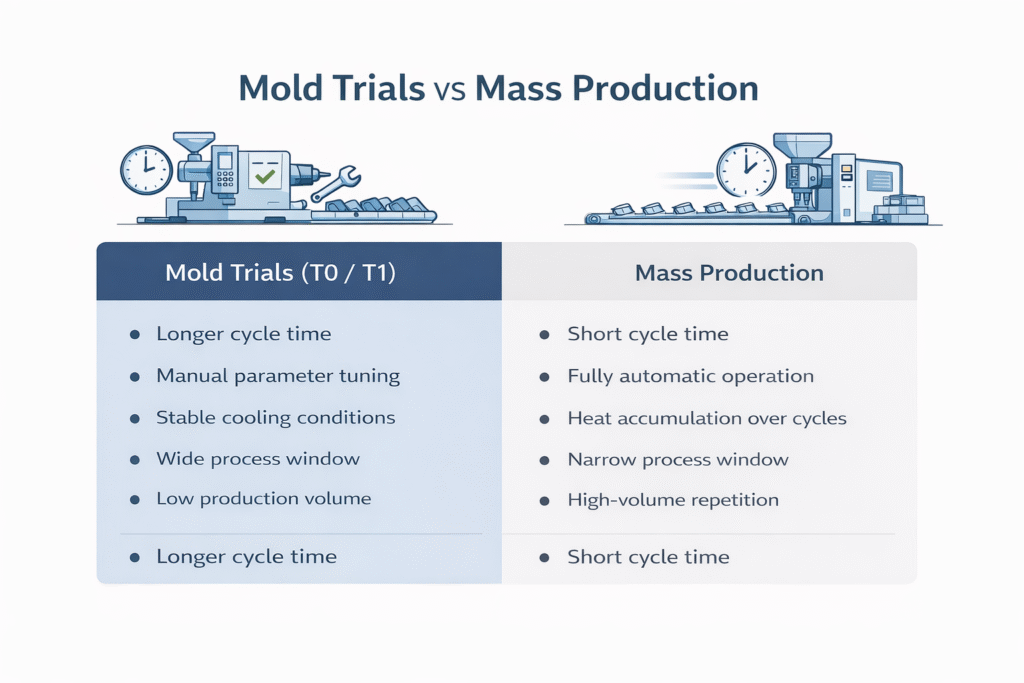
During trials, conditions are intentionally forgiving:
- Longer cycle times — often 20–30% longer than mass production, allowing extra cooling and uniform shrinkage
- Stable thermal conditions — no heat accumulation from continuous cycling
- Manual intervention — operators adjust parameters or assist ejection when needed
- Wide process windows — borderline designs still pass as long as visible defects are avoided
Under these conditions, parts that are barely acceptable can still eject cleanly and pass inspection.
But passing a trial doesn’t mean the design is ready for scale.
Mold trials answer one question:
“Can this part be molded at least once?”
Mass production answers a very different one:
“Can this part be molded automatically, consistently, and repeatedly—thousands or millions of times—without intervention?”
That gap is where most projects quietly go off the rails.
What Changes When Production Ramps Up
Once production begins, priorities shift completely.
The focus is no longer individual part quality—it’s output, stability, efficiency, and repeatability.
That shift brings real pressure:
- Shorter cycle times to meet volume targets
- Thermal buildup after hundreds of continuous cycles
- Fully automatic ejection, where a single stuck part can stop the line
- Amplified variation, where a 1°C temperature change or small pressure drift creates visible defects
Design assumptions that were “acceptable” during trials are suddenly exposed.
Draft angles, cooling balance, material behavior, and tolerance interactions stop acting independently.
They compound—every cycle, every cavity, every shift.
Common Issues That Pass Trials but Fail in Mass Production
Marginal Draft Angles (The Most Common Culprit)
Draft angle issues are one of the most frequent causes of post-ramp instability—and among the hardest to detect during trials.
A 3C client once ran T1 trials on a phone case mold with a 0.8° draft angle.
At trial volumes, everything looked perfect.
But once production ramped to 10,000 units per day, problems emerged fast:
- Ejection force increased sharply
- Ejector pins showed abnormal wear after 20,000 cycles
- 2–3% of parts developed cosmetic drag marks
The root cause wasn’t a tooling error.
It was a design that only worked under trial conditions.
What works for 500 parts doesn’t necessarily work for 500,000.
Cooling and Shrinkage Assumptions
Cooling behavior during trials is nothing like cooling behavior in mass production.
Long trial cycles often mask:
- Localized shrinkage differences
- Warpage tendencies
- Internal stress buildup
In one medical housing project, thick wall sections cooled uniformly during trials.
But after cycle times were reduced for production, uneven cooling caused subtle warpage.
Dimensions still measured “in tolerance.”
Assembly, however, became inconsistent—leading to 8% manual rework.
Inspection reports looked fine.
Production reality did not.
Tolerance Stack-Up in Assembly
Tolerance stack-up rarely shows up in small trial builds.
During trials:
- Assemblies are built slowly
- Skilled technicians compensate for variation
In production:
- Lines run fast
- There’s no time for adjustment
In an automotive interior project, each part varied by only 0.01 mm—well within spec.
But stacked across five components, those small variations caused interference and binding.
At trial scale, it passed unnoticed.
At production scale, it became a daily problem.
Why Late-Stage Fixes Are So Costly
Once mass production begins, options narrow quickly.
Tooling is finalized.
Surface textures are locked.
Cost targets are already committed.
Teams resort to short-term fixes:
- Slowing cycle times
- Accepting cosmetic defects
- Adding manual inspection
- Performing localized mold rework
These measures reduce symptoms—but don’t eliminate root causes.
And over time, they quietly erode margins, stability, and trust.
How to Catch These Risks Before Tooling Release
Understanding mold trials mass production differences early helps teams avoid costly corrections after production ramps up.
Preventing these failures doesn’t require overengineering.
It requires evaluating designs through a mass-production lens, not a trial lens.
Practical steps include:
- Reviewing draft angles for automatic, high-speed ejection
- Testing cooling behavior at realistic production cycle times
- Accounting for increased friction from surface textures
- Evaluating tolerance stack-up using larger sample assemblies built at production speed
The goal isn’t perfection.
It’s stability.
A design that’s slightly more forgiving—but reliable at scale—is always better than a “perfect” design that only works in trials.
Final Thoughts
Most injection molding failures aren’t caused by dramatic mistakes.
They’re caused by reasonable decisions made under trial conditions—decisions that don’t survive mass production.
Mold trials confirm feasibility.
Mass production reveals behavior.
This is why mold trials mass production differences must be evaluated before tooling is released.
And long-term success depends on designing for behavior—not just for passing a sample inspection.