High-end surface appearance does not begin with decoration.
It begins with mold control.
IMR is frequently presented as a surface enhancement solution — a way to achieve deep gloss, metallic textures, and seamless decorative transitions within a single molding cycle.
During sampling, these finishes often look impressive and stable.
However, the real challenge of IMR mold design does not appear during short validation runs.
It appears over time.
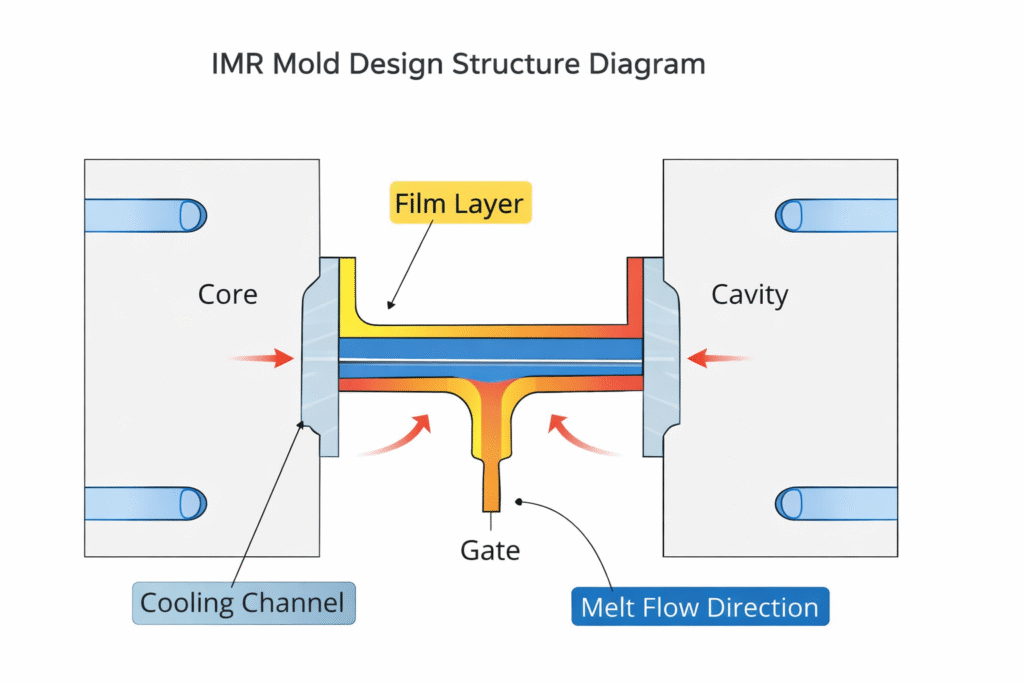
IMR integrates film transfer directly into the injection process. This means surface quality is not added after molding — it is created under pressure, heat, and flow interaction inside the cavity.
Because of this integration, surface appearance becomes structurally linked to mold precision.
What looks visually stable at T1 can gradually drift once production rhythm stabilizes and cycle count increases.
Similar structural coordination principles can also be observed in IML mold design programs, where surface stability depends heavily on cavity balance and thermal symmetry.
Understanding why requires examining how IMR amplifies structural variables inside the mold.
1. Surface Finishing Discipline and Optical Amplification
In IMR mold design, cavity surface finishing defines how decoration interacts with light.
Unlike standard injection molding where minor surface variation may remain unnoticed, IMR converts surface micro-variation into optical behavior.
Cavity roughness affects:
- Light diffusion and reflection angle
- Gloss intensity consistency
- Metallic pigment orientation
- Decorative transition clarity
- Perceived depth of texture
In precision mold manufacturing, surface finishing grades such as SPI classifications are often referenced to standardize polishing consistency across cavities.
In high-volume programs, the challenge is not achieving one polished cavity.
It is achieving identical surface characteristics across all cavities — and maintaining them over extended cycle counts.
Even slight polishing inconsistency between cavities can result in gloss imbalance that becomes visible only under assembly lighting or retail conditions.
IMR transforms finishing tolerance into visible quality variation.
That is why IMR mold design requires:
- Controlled polishing grade standards
- Surface roughness measurement verification
- Repeatable finishing processes
- Multi-cavity optical consistency checks
Surface precision is no longer aesthetic preference — it is structural control.
2. Thermal Stability in IMR Mold Design
IMR film transfer depends on a carefully balanced thermal interaction between:
- Mold surface temperature
- Melt temperature
- Film softening threshold
- Contact pressure duration
- Cooling rate after transfer
This interaction occurs within a narrow temperature window.
During short sampling runs, temperature distribution is often tightly monitored. Adjustments are frequent and controlled.
In sustained production:
- Cooling channels experience gradual efficiency change
- Mold temperature may drift under continuous heat load
- Ambient conditions may influence thermal balance
- Machine cycle rhythm becomes fixed
Small thermal variation that does not cause part deformation may still influence film adhesion, gloss consistency, or edge definition.
The effect of thermal imbalance on surface consistency can be illustrated as follows:
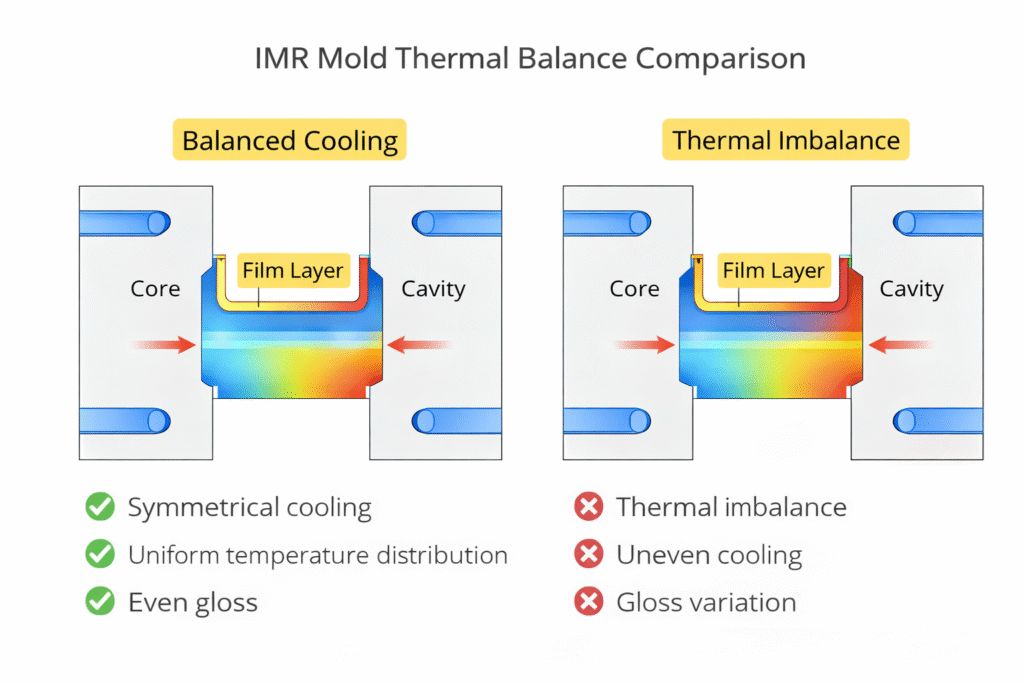
Figure: Thermal distribution comparison in IMR mold design showing balanced and unbalanced cooling conditions and their impact on surface stability.
IMR does not allow secondary correction. Once transfer occurs, the surface outcome is fixed.
Over long production cycles, minor thermal imbalance accumulates into visible surface variation.
Thermal symmetry is not simply a cooling design parameter — it is a long-term visual stability variable.
3. Flow Path Direction and Decorative Orientation
Melt flow influences more than filling efficiency.
In IMR, flow direction can subtly affect decorative orientation, especially in parts with metallic or gradient effects.
Flow imbalance may lead to:
- Slight tone direction shift
- Gloss variation along flow path
- Decorative boundary distortion
- Optical banding under angled lighting
These deviations may not appear during early inspection.
They often emerge when production volume increases and subtle cavity-to-cavity differences compound.
Runner balance and gate positioning therefore influence both structural filling and visual consistency.
IMR mold design must treat flow symmetry as a visual variable, not merely a filling requirement.
4. Film Tension Matching and Pressure Interaction Over Time
Film positioning is typically controlled by automation systems. However, IMR mold design must account for realistic mechanical variation.
Film tension interacts with:
- Injection pressure profile
- Cavity geometry support
- Edge shut-off precision
- Clamp force consistency
If film tension and pressure distribution are not properly matched, small deviations may occur at decorative edges.
Initially, these deviations may remain within acceptable tolerance.
Over extended production:
- Micro-wrinkles may accumulate
- Edge sharpness may gradually soften
- Decorative alignment may subtly drift
IMR magnifies slight structural instability over time.
Mold design must therefore provide tolerance for process fluctuation without sacrificing visual integrity.
5. Cavity-to-Cavity Repeatability in Multi-Cavity Systems
High-volume IMR programs frequently utilize multi-cavity molds.
In such systems, long-term visual consistency depends on:
- Equalized surface finishing
- Symmetrical thermal distribution
- Balanced runner design
- Consistent cavity pressure
Even when dimensional tolerance is maintained, visual consistency can diverge between cavities if structural symmetry is marginal.
Multi-cavity variation is often not dramatic — it appears as subtle tone shift or gloss imbalance across production batches.
IMR highlights these differences because decorative surfaces are highly sensitive to micro-variation.
Engineering validation must therefore include:
- Cavity-to-cavity gloss comparison
- Long-duration stability testing
- Surface inspection under controlled lighting
6. Sampling vs. Production: The Time Factor
Sampling environments differ fundamentally from sustained production.
During validation:
- Cycle time may be flexible
- Parameters are adjusted frequently
- Thermal load is limited
- Inspection intensity is high
In continuous production:
- Cycle time stabilizes at higher speed
- Parameter adjustment windows narrow
- Heat accumulation increases
- Mechanical wear gradually develops
IMR stability is sensitive to cumulative effects.
What appears stable during a 2-hour trial may not remain identical after 200,000 cycles.
The key difference is not decorative capability.
It is endurance stability.
IMR mold design must anticipate how structural precision behaves over time — not only at startup.
7. Engineering Validation for Long-Term IMR Stability
For high-volume IMR programs, mold validation should extend beyond short sampling approval.
Recommended practices include:
- Surface roughness mapping across all cavities
- Thermal distribution analysis under realistic cycle speed
- Extended pilot runs to simulate production load
- Visual consistency inspection under standardized lighting
- Monitoring of cavity pressure stability
IMR stability must be verified as a system performance metric.
Decoration quality is a result of structural coordination sustained over time.
Conclusion
In IMR mold design, surface performance is often introduced as a premium decoration capability.
In practice, it is a precision-sensitive production system.
High-end appearance depends on:
- Surface finishing consistency
- Thermal discipline
- Flow symmetry
- Film tension stability
- Multi-cavity repeatability
- Long-term structural endurance
IMR does not create instability.
It reveals structural variation.
In high-volume manufacturing, aesthetic precision becomes a production variable.
When mold precision is engineered for long-term repeatability rather than short-term validation, IMR becomes not only visually impressive — but operationally reliable.