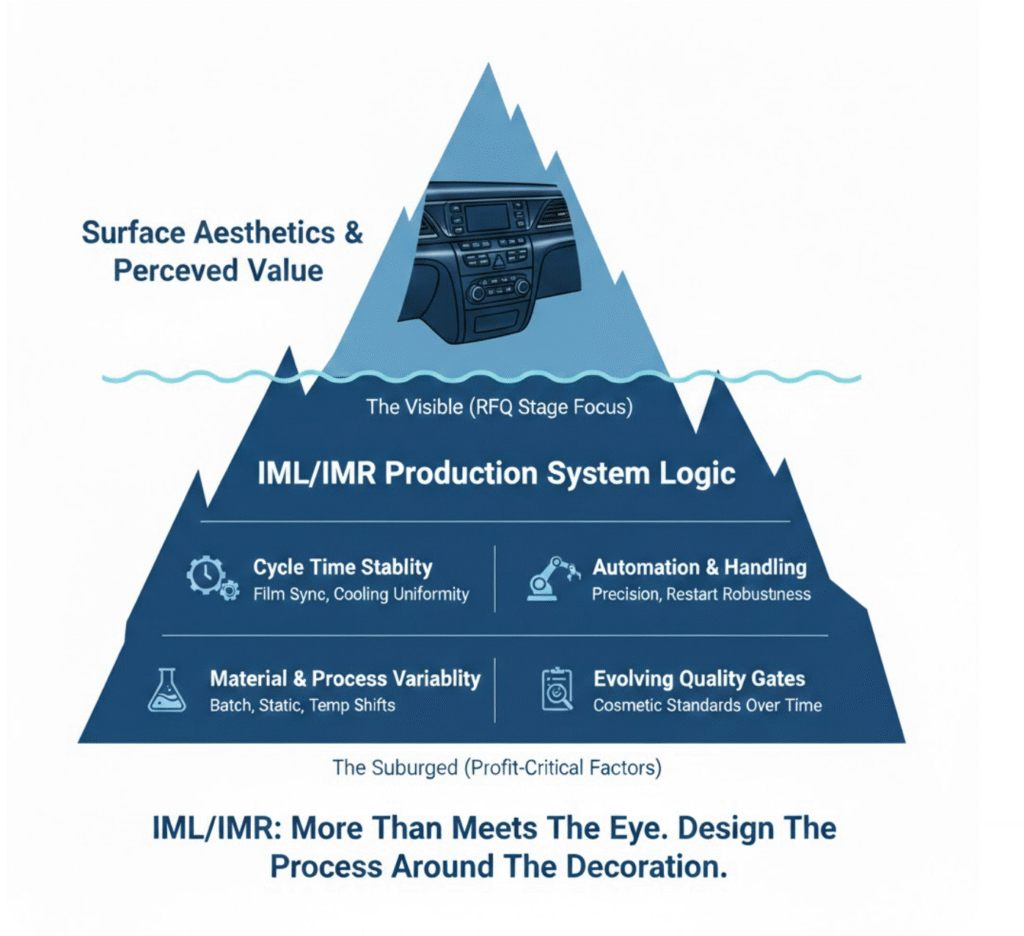
In many projects, IML and IMR are introduced as surface finishing upgrades.
Better appearance.
Improved durability.
Elimination of secondary printing.
Technically accurate.
But in injection molding, IML injection molding and the IMR process are not simply decoration choices. They fundamentally change how the entire production system behaves.
When in-mold decoration becomes part of the molding cycle, it reshapes:
- cycle time control
- automation dependency
- cavity balance sensitivity
- long-term production stability
- OEE performance
Projects rarely struggle because decoration is difficult.
They struggle because decoration is treated as cosmetic — instead of structural.
What Are IML and IMR in Injection Molding?
IML (In-Mold Labeling) and IMR (In-Mold Roller Decoration) are both forms of in-mold decoration integrated directly into the injection molding process.
In IML injection molding, a pre-printed label is inserted into the mold cavity before injection. The molten plastic bonds to the label during molding.
In the IMR process, a continuous decorative film transfers ink onto the part surface during injection, synchronized with the molding cycle.
In both cases:
Decoration becomes inseparable from mold performance.
Unlike post-molding printing or painting, surface appearance is no longer a downstream correction. It is locked into the molding cycle itself.
That distinction is critical in mass production.
How In-Mold Decoration Changes Injection Molding Cycle Time
In conventional injection molding, cycle time is primarily controlled by cooling.
Once the part solidifies sufficiently for ejection, the cycle resets. The dominant variables are:
- melt temperature
- packing pressure
- cooling efficiency
- wall thickness
With IML and IMR, the cycle is no longer governed by cooling alone.
Additional variables are introduced:
- label positioning accuracy
- film tension control
- static management
- robotic insertion timing
- synchronization between mold and feeder system
Cycle time becomes a multi-variable coordination problem.
A 0.5-second delay in film advancement is not cosmetic — it directly affects throughput and ROI.
In IML injection molding, cycle stability depends not only on thermal balance but also on mechanical and automation precision.
Automation Requirements in IML and IMR Production
Standard injection molding can operate with minimal automation.
IML and IMR cannot.
Both processes depend heavily on:
- robotic label insertion
- automated film feeding systems
- precise timing between clamp movement and decoration placement
Automation is not optional support — it becomes a structural element of the process.
Any deviation may cause:
- misaligned labels
- incomplete film transfer
- cosmetic rejection
- production interruption
In a decoration-integrated process, a missed label is not just scrap.
It becomes an OEE event.
Availability, performance, and quality are all directly influenced.
The Restart Effect in IML and IMR Mass Production
One of the most underestimated risks in in-mold decoration is restart stability.
In conventional molding, after a short stop, the system typically stabilizes within a few cycles.
In IML and IMR production, restart behavior can be more complex.
After downtime:
- mold temperature must rebalance
- film tension must normalize
- robotic positioning must recalibrate
- cosmetic standards must be revalidated
Thermal stability and cosmetic stability are not always synchronized.
This “restart effect” often reveals weaknesses that do not appear during short sampling trials.
Mass production stability cannot be judged solely by steady-state validation.
Why RFQ Cycle Time Estimates Are Often Inaccurate
At the RFQ stage, IML and IMR cycle time is often estimated by adding a small buffer to conventional injection molding cycle logic.
This approach assumes:
- automation runs without interruption
- decoration does not increase rejection sensitivity
- cavity balance remains acceptable
In reality, in-mold decoration reduces tolerance to variation.
Minor cooling imbalances or cavity pressure differences that are dimensionally acceptable in standard molding may become visible cosmetic defects in IML injection molding.
When appearance becomes the primary quality gate, variability has higher cost.
Optimistic cycle-time assumptions often fail under full production load.
Multi-Cavity Mold Challenges in IML and IMR Projects
Single-cavity trials frequently appear stable.
Mass production rarely uses single-cavity tools.
In multi-cavity injection molds, small variations are common:
- pressure distribution differences
- cooling channel asymmetry
- steel wear over time
- film positioning inconsistencies
In conventional molding, these differences may not affect functionality.
In IML or IMR production, they often appear as decorative inconsistency.
Decoration amplifies cavity imbalance.
The result may include:
- batch-to-batch variation
- increased inspection
- gradual cosmetic drift
- hidden OEE reduction
This is why cavity balance design is significantly more critical in in-mold decoration systems.
Impact of IML and IMR on OEE and Production Stability
OEE in injection molding depends on three components:
- Availability
- Performance
- Quality
IML and IMR affect all three.
Availability:
Automation downtime, feeder adjustments, or label misfeeds reduce uptime.
Performance:
Cycle-time stability depends on synchronization between mold, robot, and decoration system.
Quality:
Cosmetic defects often become primary rejection criteria.
IML and IMR do not inherently reduce OEE.
However, they narrow the acceptable process window.
Stable decoration requires stable systems.
Engineering IML and IMR for Long-Term Robustness
Successful in-mold decoration projects share common engineering principles:
- conservative cycle time definition
- early automation integration planning
- optimized cavity balance
- validated restart behavior
- realistic scrap modeling
- long-run stability testing beyond T1/T2 trials
Decoration should be treated as a boundary condition in mold design — not an afterthought.
When decoration performance is engineered from the beginning, IML injection molding and IMR processes can deliver both efficiency and cosmetic consistency.
When it is not, long-term instability becomes expensive to correct.
When Should You Choose IML or IMR in Injection Molding?
IML and IMR are strong choices when:
- production volumes are high
- appearance consistency is critical
- automation integration is feasible
- system robustness is validated early
They may be less suitable when:
- process tolerance is narrow
- multi-cavity balance cannot be tightly controlled
- automation complexity cannot be supported
- cycle-time margin is minimal
Choosing in-mold decoration is not simply a visual decision.
It is a production system decision.
Final Thoughts
IML injection molding and IMR processes provide powerful advantages:
- integrated decoration
- elimination of secondary finishing
- improved surface durability
- repeatable appearance
But they also redefine production logic.
Decoration affects cycle time.
Decoration affects automation dependency.
Decoration affects tolerance to variation.
Decoration affects OEE.
The question is not:
“Can we implement IML or IMR?”
It is:
“Is our injection molding system designed to operate with decoration as a structural constraint?”
That evaluation should happen before mold design is finalized — not after SOP.
In injection molding, decoration is never just decoration.
At CINDY Mould, we approach IML injection molding and IMR projects as system engineering challenges rather than surface decoration upgrades.
Our capabilities include:
- mold design optimized for in-mold decoration
- cavity balance analysis for cosmetic consistency
- automation integration planning
- DFM support before tooling release
- long-run production stability evaluation
Whether the requirement involves IML, IMR, multi-cavity molds, or high-volume injection molding, we focus on ensuring that decoration performance aligns with cycle-time logic and mass production robustness.
If you are evaluating an IML or IMR project, early technical discussion often makes the greatest difference.
We welcome engineering-level conversations before decisions are finalized.