In many manufacturing projects, IML is introduced as a straightforward upgrade rather than a fundamental process change.
Samples look clean.
Graphics appear durable.
Decoration seems permanently integrated.
From a sampling perspective, IML and traditional labeling often appear to deliver comparable results. Both can meet cosmetic requirements. Both can pass early inspections. Both may appear stable during initial trials. However, sampling results alone rarely reflect long-term production stability.
However, once production volume increases and cycle time becomes fixed, the differences between IML and traditional labeling become increasingly difficult to ignore.
What changes is not just the labeling method itself, but the level of tolerance the entire system has for variation, compromise, and long-term drift.
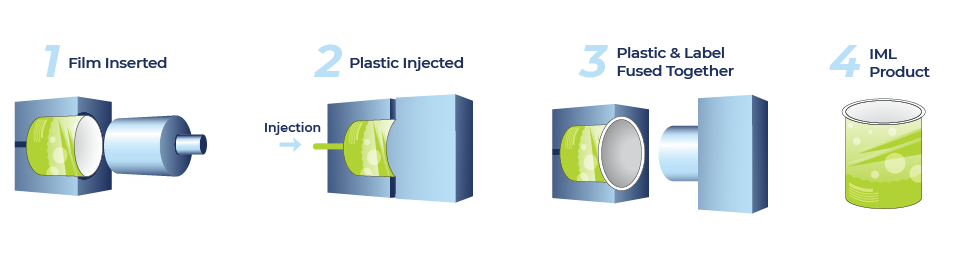
Why IML Is Commonly Viewed as a Simple Upgrade
IML (In-Mold Labeling) is often positioned as a replacement for post-painting, screen printing, or external labels.
Decoration is integrated into the part.
Surface durability improves.
Secondary finishing steps disappear.
As a result, many teams approach IML as:
“The same part, just a better labeling method.”
During early trials, this assumption is rarely challenged. Process windows are wide, production pressure is low, and output volume is limited.
The problem is not that this assumption is wrong.
The problem is that it often remains unchallenged until production constraints tighten.
1. What Traditional Labeling Can Absorb That IML Cannot
Traditional labeling methods are generally more forgiving because decoration remains separated from mold performance.
In practice, traditional labeling can tolerate:
- Late-stage correction
Minor shifts in print or label position can often be corrected downstream without modifying the mold. - Process-level compensation
Cosmetic variation may be adjusted through process tuning rather than tooling changes. - Isolation of decoration from mold behavior
Decoration issues do not immediately reflect cavity imbalance, cooling variation, or cycle instability.
IML removes this separation entirely.
Once IML is adopted, decoration performance becomes inseparable from:
- cavity geometry
- mold surface condition
- cooling balance
- cycle time stability
IML does not eliminate variation.
It amplifies the consequences of variation.
2. How Production Constraints Change the Risk Profile
During sampling, process flexibility masks many risks.
Injection speed can be adjusted.
Cooling time can be extended.
Label placement can be monitored closely.
Once mass production begins, that flexibility disappears.

Several constraints become fixed:
- Cycle time is locked
Any operation that cannot consistently meet takt time becomes a bottleneck. - Output targets are defined
There is little tolerance for manual intervention or additional inspection. - Cost models are finalized
Process inefficiencies that were acceptable during trials quickly become cost drivers.
With traditional labeling, decoration adjustments can often be made independently of molding parameters.
With IML, decoration performance is constrained by mold behavior.
As volume increases, subtle differences begin to matter:
- small cooling imbalances affect surface appearance
- cavity-to-cavity variation becomes visible as decorative inconsistency
- takt time pressure exposes labeling sensitivity
What was once manageable becomes systemic.
3. Why Sampling Results Rarely Predict Long-Term Stability
Sampling and mass production serve different purposes.
Sampling confirms feasibility.
Mass production tests repeatability.
In both IML and traditional labeling projects, samples can look acceptable under controlled conditions. The difference lies in how problems emerge later.
With traditional labeling:
- Issues often appear early and locally
- Root causes are easier to isolate
- Corrective actions are relatively inexpensive
With IML:
- Issues often appear gradually
- Root causes trace back to early mold decisions
- Corrective actions become limited once tooling is released
By the time instability becomes visible, most structural options are already fixed.
This is why many IML projects look stable during trials but struggle months later.
4. How Multi-Cavity Scaling Magnifies Differences
Single-cavity trials tend to show stable results because process conditions are relatively uniform.
Most mass-production tools, however, are multi-cavity. This is especially true for multi-cavity molds, where small cavity-to-cavity differences tend to accumulate over time.
In standard molding, small cavity-to-cavity differences may remain invisible.
In IML, those same differences often become visually apparent.
Common sources of variation include:
- Filling behavior
- Pressure distribution
- Thermal balance
These differences rarely cause immediate rejection. Instead, they appear as:
- batch-to-batch variation
- increased inspection requirements
- delayed customer complaints
The cost is often hidden rather than immediate.
5. When Traditional Labeling May Be the Lower-Risk Option
IML is not inherently unsuitable for mass production.
But it is less forgiving.
Traditional labeling may present a lower-risk option when:
- Production volume is high
- Cycle time margins are narrow
- Multi-cavity consistency is critical
- Long-term stability outweighs appearance differentiation
This does not mean traditional labeling is superior.
It means it preserves more separation between decoration and mold behavior.
IML demands that decoration performance be engineered into the mold from the beginning.
When that alignment is incomplete, the cost of correction increases rapidly.
A Structural Decision, Not a Cosmetic One
The fundamental difference between IML and traditional labeling is not visual.
It is structural.
Traditional labeling allows decoration decisions to remain flexible throughout production.
IML locks those decisions into the mold.
This is why projects that appear similar during sampling can diverge significantly at scale.
Choosing between IML and traditional labeling is not a question of appearance alone.
It is a question of how much uncertainty a project can tolerate once production constraints tighten.
That evaluation must happen early —
before mold design is finalized, not after production begins.