Introduction
Cold runner vs hot runner is one of the most common questions in injection molding mold design.
In injection molding projects, selecting the appropriate runner system can significantly influence production efficiency, material utilization, tooling investment, and long-term manufacturing stability. Although this decision may appear to be only a tooling detail, it directly affects cycle time, production cost, and overall process stability.
The runner system determines how molten plastic flows from the injection molding machine into the mold cavities. This flow behavior is closely related to overall injection mold design and part quality. This design influences several key aspects of production, including part consistency, cooling behavior, automation compatibility, and manufacturing efficiency.
In most injection molding applications, manufacturers choose between cold runner molds and hot runner molds. Understanding the differences between these systems helps engineers make better decisions when evaluating cold runner vs hot runner solutions for a specific product.
Cold Runner vs Hot Runner: Key Differences
When evaluating cold runner vs hot runner systems, engineers must consider several important manufacturing factors.
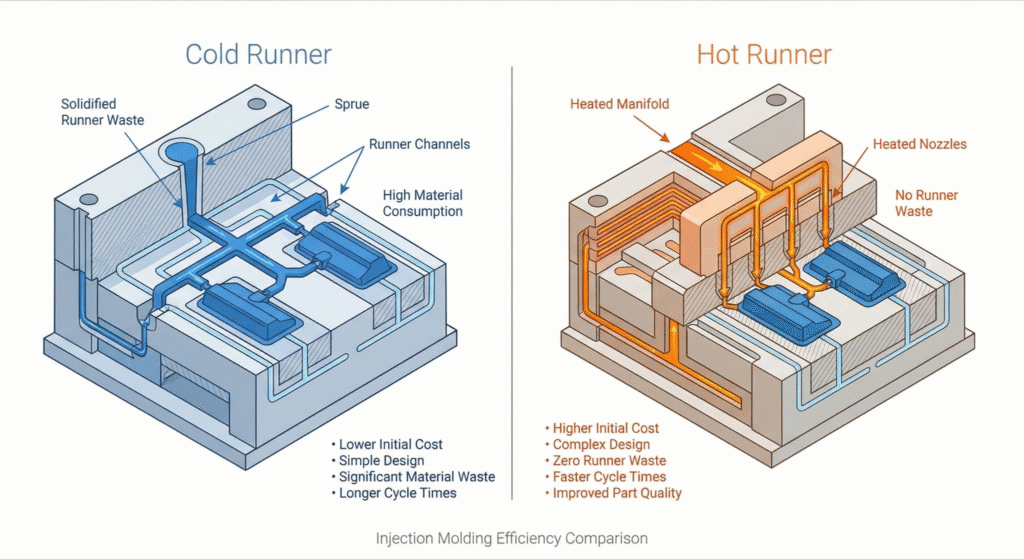
Cold runner systems are simpler and usually require lower tooling investment. They are easier to maintain and more flexible when material changes or color changes are required.
Hot runner systems, however, are designed to improve long-term production efficiency. By eliminating solidified runners, they reduce material waste and improve cycle efficiency.
In practice, the decision between cold runner vs hot runner is not simply about mold design. It is closely related to production volume, automation level, and long-term manufacturing strategy.
What Is a Cold Runner System?
A cold runner system uses unheated channels inside the mold to guide molten plastic from the injection nozzle into the cavities.
After each injection cycle, the plastic inside the runner channels solidifies together with the molded parts. Because of this, the runner material must be separated from the finished part during ejection.
Depending on the mold design and production setup, the runner may be manually trimmed, automatically separated, or recycled back into the molding process.
Cold runner molds are commonly designed using two main structural configurations: two-plate molds and three-plate molds.
Two-Plate Mold Structure
The two-plate mold is the most common mold structure used in injection molding.
It consists of a simple runner layout positioned along the parting line between the two primary mold plates. This structure is widely used because it is reliable, economical, and suitable for many standard plastic components.
Key advantages include:
• simple and reliable mold structure
• lower tooling investment
• easier mold maintenance
• suitability for many general plastic parts
However, in a two-plate mold, the runner remains attached to the molded part after ejection. Additional trimming or runner removal is therefore required before the part moves to the next stage of production.
Three-Plate Mold Structure
Three-plate molds introduce an additional plate that provides greater flexibility for gate positioning.
In this configuration, the runner can automatically separate from the molded part during mold opening. This makes three-plate molds particularly useful for parts that require multiple gates or precise gate positioning.
Typical advantages include:
• improved gate placement flexibility
• automatic runner separation
• better suitability for cosmetic surfaces
However, three-plate molds are mechanically more complex. The additional components can increase both tooling cost and long-term maintenance requirements.
Cold Runner vs Hot Runner: Understanding Hot Runner Systems
Hot runner systems operate on a different engineering principle compared with cold runner molds.
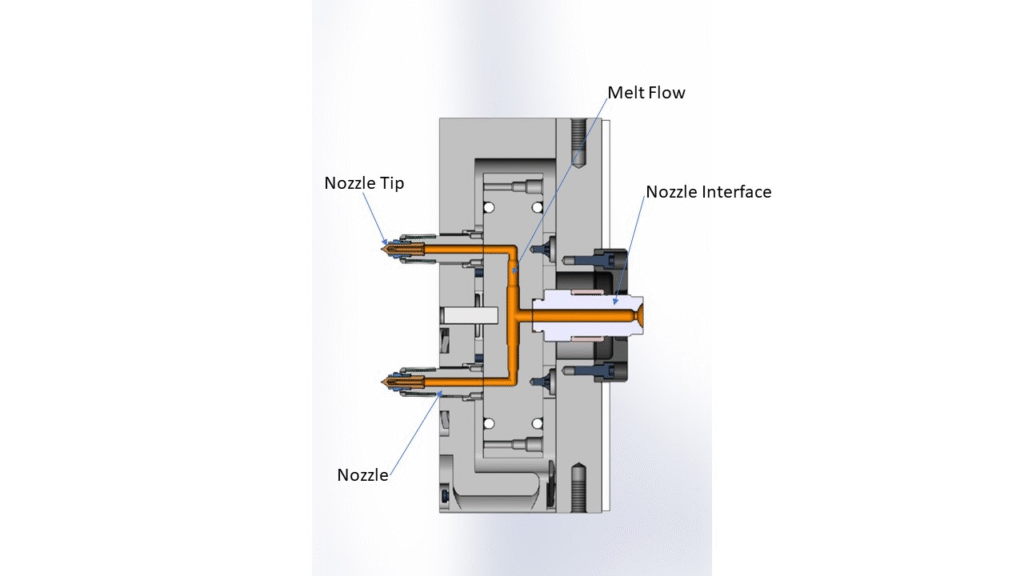
Instead of allowing the plastic inside the runner channels to solidify after each cycle, hot runner systems maintain molten plastic inside heated manifolds and nozzles.
These heating components ensure that the plastic remains molten while it travels through the runner network and directly into the mold cavities.
Because the runner remains molten, no solid runner is produced during molding. This significantly reduces material waste and eliminates the need for runner removal.
As a result, hot runner molds are commonly used in high-volume production environments where material efficiency and automation are important considerations.
According to the Society of Plastics Engineers (SPE), hot runner systems are widely used in high-volume injection molding because they improve material efficiency and reduce production waste.
However, hot runner systems require accurate temperature control to maintain stable processing conditions. Heating elements, thermocouples, and control systems must be integrated into the mold design.
This added complexity typically results in higher tooling investment and more demanding maintenance compared with cold runner systems.
When to Choose Cold Runner Molds
In many cold runner vs hot runner comparisons, cold runner molds remain the preferred option for projects that prioritize flexibility and lower tooling cost.
Typical applications include:
• low to medium production volumes
• products requiring frequent material or color changes
• pilot production or development programs
• parts with relatively simple geometry
Because cold runner molds are simpler, they are often easier to modify during product development. Maintenance and troubleshooting are also more straightforward compared with hot runner systems.
When to Choose Hot Runner Molds
Hot runner molds are usually selected for high-volume manufacturing environments where production efficiency becomes the primary objective.
Typical situations include:
• large production quantities
• high material costs
• fully automated production lines
• applications requiring minimal material waste
In these conditions, the efficiency advantages of cold runner vs hot runner systems often favor hot runner molds.
Material savings from eliminating runner waste, combined with shorter cycle times, can significantly improve long-term manufacturing efficiency.
Over extended production runs, these savings often offset the higher initial tooling investment required for hot runner systems.
Engineering Factors in Runner System Selection
Choosing between cold runner vs hot runner systems requires evaluating several engineering variables.
Production Volume
Production quantity is often the most important factor. Large production volumes typically justify the investment in hot runner molds due to improved material efficiency.
Material Cost
When processing expensive engineering plastics, minimizing material waste becomes critical. In these cases, hot runner systems may provide significant cost benefits.
Part Geometry
Part geometry affects gate design, material flow balance, and mold cooling performance. Certain complex parts may benefit from hot runner systems that provide more precise control over the melt flow.
Automation Requirements
Automated production lines often operate more efficiently with hot runner molds because runner removal is eliminated.
Maintenance Strategy
Hot runner systems require specialized maintenance and temperature control. Manufacturers must ensure that proper technical support and maintenance procedures are available.
Long-Term Manufacturing Considerations
When evaluating cold runner vs hot runner, focusing only on initial mold cost can sometimes lead to inefficient long-term production.
Cold runner molds generally offer lower initial tooling investment. However, ongoing material waste and longer cycle times may increase total production cost over time, which can also affect production lead time stability.
Hot runner molds require higher upfront investment, but they often improve production efficiency and reduce material consumption.
For this reason, many manufacturers evaluate runner systems based on total lifecycle efficiency rather than only tooling cost.
Conclusion
Both cold runner and hot runner systems play important roles in injection molding, but they support different manufacturing priorities.
Cold runner molds emphasize simplicity, flexibility, and lower tooling investment. They are often suitable for moderate production volumes and projects requiring frequent material changes.
Hot runner molds prioritize efficiency, material utilization, and automation. These systems are widely used in high-volume manufacturing environments.
When evaluating cold runner vs hot runner, manufacturers should consider production volume, material cost, part geometry, and long-term manufacturing strategy.
Selecting the appropriate runner system requires a balanced evaluation of production volume, material cost, part geometry, and long-term manufacturing strategy.