When buyers compare PCBA and box build quotations, the first reaction is often simple: why are the prices so different?
A clear PCBA cost breakdown helps buyers understand what is included in the quote and what may still need to be confirmed.
One supplier may quote a low unit price. Another may include testing, fixture cost, packaging, component sourcing risk, and assembly labor in much more detail. At first glance, it may look like one quote is more expensive than the other. But in electronics manufacturing, the lowest number on a quotation is not always the lowest total cost.
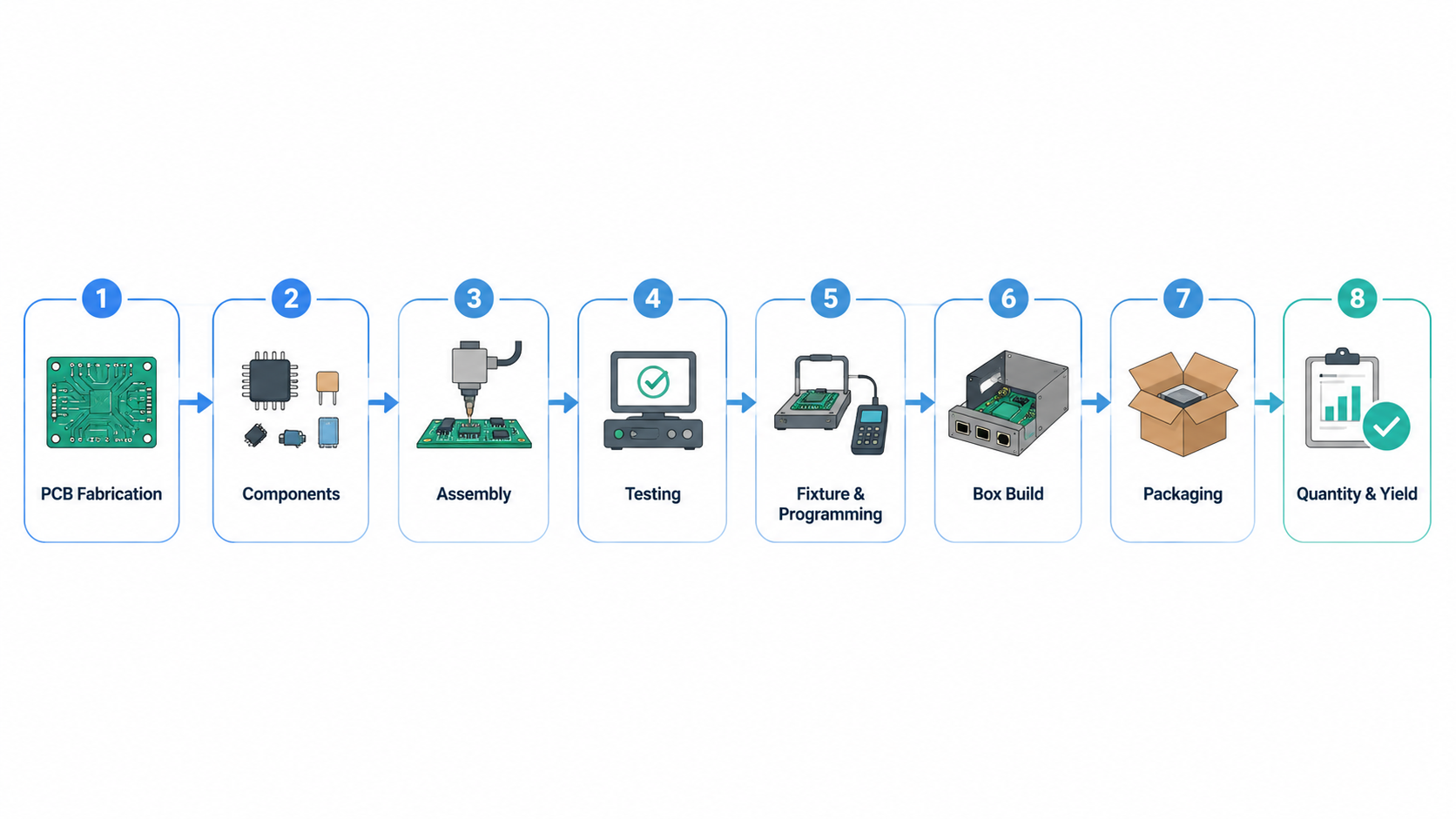
A real PCBA cost breakdown is more than the price of a bare circuit board. It includes PCB fabrication, component sourcing, SMT assembly, through-hole work, inspection, functional testing, programming, mechanical integration, enclosure parts, final assembly, packaging, yield control, and production stage. For box build projects, the cost structure becomes even broader because the supplier is no longer only assembling a PCB. The supplier may also be responsible for turning the PCBA into a finished or semi-finished product.
This is why two suppliers can receive the same RFQ and return very different prices. Sometimes the difference comes from component sourcing. Sometimes it comes from testing requirements. Sometimes it comes from whether box build assembly, labels, packaging, accessories, or final inspection are included. In other cases, the RFQ itself may not be complete enough, so one supplier quotes only the basic PCBA work while another supplier includes the real manufacturing scope.
This PCBA cost breakdown is especially useful when comparing suppliers that include different levels of testing, sourcing, box build assembly, or packaging support.For buyers, understanding the cost structure helps in two ways. First, it makes it easier to compare quotations fairly. Second, it helps buyers prepare better RFQ information so suppliers can quote more accurately. If you are still preparing your inquiry files, you may also refer to our guide on PCB assembly RFQ checklist before requesting a quote.
Below are the 9 major factors that affect PCBA and box build total manufacturing cost.
In many RFQ discussions, a clear PCBA cost breakdown also helps buyers see whether the quote includes only board assembly or a wider box build manufacturing scope.
1. PCB Fabrication Cost
PCB fabrication is the starting point of most PCBA projects. Even before components are assembled, the bare board already has its own cost structure.
The price of a PCB depends on several technical factors, including board size, number of layers, base material, board thickness, copper thickness, surface finish, solder mask color, silkscreen, drill requirements, and special fabrication processes. A simple 2-layer FR-4 board is very different from a 6-layer impedance-controlled board with ENIG surface finish, tight spacing, and special drill requirements.
Layer count is one of the most obvious cost drivers. More layers usually mean more lamination steps, more complex stack-up control, and higher fabrication cost. Board thickness and copper thickness also matter. A standard board may be easier to quote and produce, while thicker copper or non-standard thickness may require additional process control.
Surface finish can also affect cost. HASL, lead-free HASL, OSP, and ENIG have different price levels and different application scenarios. ENIG is often selected for better surface flatness, fine-pitch components, or longer storage stability, but it is usually more expensive than basic finishes.
Board size and panel utilization are also important. If the PCB cannot be panelized efficiently, material waste may increase. For mass production, panelization can affect not only PCB fabrication cost but also SMT line efficiency and handling time.
For buyers, the important point is this: PCB fabrication cost is not only about board area. It is about the full set of fabrication specifications. When these specifications are unclear, suppliers may quote based on assumptions. If the final requirement changes later, the cost may also change.
This is why PCB files and specifications should be provided clearly when requesting PCB assembly services. A more complete data package helps the supplier evaluate both PCB fabrication and assembly requirements before preparing a quotation.
In a practical PCBA cost breakdown, PCB fabrication is usually the first cost layer because it affects both assembly planning and total manufacturing cost.
In most projects, the PCBA cost breakdown starts with PCB fabrication because the board design defines the base manufacturing requirements.
2. Component Sourcing Cost
In many PCBA projects, components represent a large part of the total cost. For some boards, the bare PCB cost may be relatively small compared with ICs, connectors, sensors, modules, power components, displays, relays, or wireless parts.
Component sourcing cost depends on several factors:
- Manufacturer part number
- Brand and approved alternatives
- Market availability
- Minimum order quantity
- Lead time
- Package type
- Component lifecycle status
- Supplier channel
- Whether parts are customer-supplied or supplier-sourced
A complete BOM is critical. If the BOM only includes general descriptions such as “resistor,” “capacitor,” or “connector,” the supplier cannot accurately check price or availability. Manufacturer part numbers are especially important for ICs, connectors, sensors, and power-related components.
Turnkey and consigned assembly also affect cost structure.
In turnkey PCB assembly, the supplier purchases the components and takes responsibility for sourcing, incoming inspection, inventory control, and procurement risk. This can save time for the buyer, but it also means the quote needs to include component cost, sourcing labor, supplier management, and sometimes buffer quantity.
In consigned assembly, the buyer provides some or all components. This may reduce sourcing responsibility for the supplier, but it does not remove all cost. The supplier still needs to check incoming parts, manage storage, verify quantities, and handle production loss or shortage risks.
Mixed sourcing is also common. For example, the buyer may provide key ICs while the supplier purchases passive components, connectors, or mechanical parts. In this case, the quotation should clearly define which materials are supplied by whom.
Component shortage can also affect cost. If a part is out of stock or has a long lead time, the supplier may need to source from alternative channels, suggest replacements, or wait for buyer approval. If alternatives are not allowed, both cost and delivery time may increase.
For a realistic PCBA cost breakdown, BOM review is often one of the first steps. A stable and complete BOM helps suppliers calculate cost more accurately and identify sourcing risks earlier.
Component sourcing is often one of the largest parts of a PCBA cost breakdown, especially when the BOM includes ICs, connectors, sensors, displays, or long-lead-time parts.
3. SMT and Through-Hole Assembly Cost
Assembly cost depends on the complexity of the board and the process required to build it.
A simple SMT board with standard components is usually more efficient to assemble. But if the board has fine-pitch ICs, BGAs, QFNs, dense placement, double-sided assembly, heavy connectors, through-hole components, or hand-soldered parts, the assembly cost will increase.
SMT assembly cost may be influenced by:
- Number of components
- Number of placements
- Component package complexity
- Single-sided or double-sided assembly
- Fine-pitch requirements
- BGA or QFN assembly
- Component orientation sensitivity
- Stencil requirements
- Reflow process control
- Inspection complexity
Through-hole assembly usually requires more manual work than SMT assembly. Components such as connectors, terminals, switches, relays, sockets, transformers, and large capacitors may require wave soldering or hand soldering. Manual operations take more time and depend more heavily on operator skill and inspection.
Mixed assembly is common in electronic products. A board may have SMT components on one or both sides, plus through-hole connectors, cables, and mechanical parts. In this case, the supplier needs to consider multiple process steps rather than only SMT machine time.
Assembly cost is not only labor cost. It also includes production setup, stencil preparation, machine programming, line changeover, process control, inspection, and handling. For low-volume production, setup cost is spread over fewer units, so the unit price is usually higher. For higher volumes, setup cost can be distributed across more units, and the unit assembly cost may decrease.
Buyers sometimes compare only the unit price and overlook assembly complexity. A board with fewer components may not always be cheaper if those components require special handling, manual soldering, or extra inspection. On the other hand, a board with many standard SMT components may be more efficient if it is well-designed for automated assembly.
That is why SMT complexity, through-hole work, and manual assembly steps should always be included in a complete PCBA cost breakdown.
4. Testing and Inspection Cost
Testing is one of the most common areas where cost is underestimated.
Some buyers assume that testing is automatically included in PCBA pricing. In reality, “testing” can mean very different things depending on the product and quality requirements.
Testing and inspection may include:
- Visual inspection
- AOI inspection
- X-ray inspection for BGA or hidden solder joints
- ICT
- Functional testing
- Firmware programming
- Calibration
- Burn-in or aging test
- Final product testing
- Customer-specific test procedure
- Test report preparation
For PCB assembly projects, buyers may also refer to the IPC-A-610 acceptability standard when defining assembly quality expectations for solder joints, component placement, and finished assemblies.
Basic visual inspection and AOI may be part of the standard PCBA process, but functional testing is usually project-specific. If the product needs to be powered on, programmed, connected to external devices, measured, calibrated, or tested through a custom procedure, the supplier needs additional time, tools, and labor.
Functional testing can also affect the production cycle time. If each unit takes 30 seconds to test, the cost impact may be limited. If each unit takes five minutes or requires manual operation, the labor cost and production planning impact become much larger.
For box build projects, final product testing is even more important. A PCBA may pass board-level inspection but fail after being installed into an enclosure because of cable routing issues, connector alignment, assembly pressure, firmware settings, or power connection problems. This is why final assembly testing should be considered early, not added as an afterthought.
Testing requirements should be discussed during RFQ. The buyer should provide test procedures, acceptance criteria, firmware instructions, test points, power requirements, and any required fixture information if available. If the test method is not ready, the buyer should at least explain the product function and critical checks.
A proper quality control and functional testing process helps reduce hidden production risk. It may increase the visible quotation cost, but it can prevent more expensive failures later.
Testing should be clearly reflected in the PCBA cost breakdown, especially when the product requires functional testing, programming, calibration, or final product verification.
5. Fixture and Programming Cost
Fixtures and programming are often not obvious in early quotations, but they can affect total cost significantly.
A test fixture may be needed when the supplier must quickly and repeatedly test boards or finished products. For prototype projects, testing may be done manually. For pilot production or mass production, manual testing may become too slow or inconsistent. A fixture helps improve repeatability, reduce operator error, and speed up inspection.
Fixture cost depends on complexity. A simple test jig may be inexpensive, while a more advanced fixture with connectors, probes, power control, software interface, or mechanical positioning can cost much more.
Programming cost is another factor. Some products require firmware burning, serial number writing, calibration, configuration, or functional setup before shipment. These steps require instructions, equipment, and sometimes software access from the buyer.
Programming and fixture costs are especially important in low-volume production. If a fixture costs several hundred dollars and the order quantity is only 50 units, the per-unit impact is high. If the same fixture is used for 5,000 units, the cost per unit becomes much lower.
This is why production stage matters. For early prototypes, a buyer may not need a fully optimized test fixture. For mass production, a stable fixture and test process may be necessary to control quality and efficiency.
A good supplier should help buyers decide when a fixture is necessary and when a manual test process is still acceptable. The goal is not always to choose the cheapest method. The goal is to choose a testing and programming method that matches the product stage, volume, and risk level.
Fixture and programming costs should not be ignored in a PCBA cost breakdown, because they can strongly affect prototype and low-volume production pricing.
6. Plastic Enclosure and Mechanical Parts Cost
For box build projects, the PCBA cost breakdown should also include enclosure parts and other mechanical components that affect the finished product cost.

A box build project may include:
- Plastic enclosure
- Metal parts
- Screws and fasteners
- Cable harnesses
- Connectors
- Labels
- Gaskets
- Rubber parts
- Light pipes
- Buttons
- Brackets
- Adhesives
- Packaging inserts
Plastic enclosure cost depends on material, size, structure, surface finish, tolerance requirements, color, texture, and production method. If injection molding is required, tooling cost must also be considered. If the project is still in prototype or low-volume stage, 3D printing, CNC machining, or vacuum casting may be used instead of production tooling.
Material selection also affects cost. ABS, PC, PC+ABS, PA, PBT, and other materials have different mechanical, thermal, appearance, and flame-retardant properties. A housing for a basic indoor device does not have the same requirements as an industrial controller, outdoor sensor, or safety-related device.
Mechanical design affects assembly cost as well. If the enclosure has difficult screw positions, poor cable space, weak bosses, tight connector openings, or unclear assembly direction, the final assembly process becomes slower and riskier.
For products that combine electronics and housing, buyers should share 3D drawings, 2D drawings, material requirements, surface finish expectations, and assembly instructions during RFQ. This allows the supplier to evaluate not only the PCBA but also the mechanical integration.
This is where plastic enclosure manufacturing and electronics assembly need to work together. When mechanical and electronic requirements are reviewed separately, many problems are found too late. When they are reviewed together, suppliers can identify fit, alignment, cable, testing, and packaging risks earlier.
7. Box Build Assembly Labor Cost
Box build assembly turns the PCBA and mechanical parts into a more complete product. This stage can involve many manual and semi-manual operations.
For integrated products, the PCBA cost breakdown should show how much cost comes from board-level work and how much comes from final product assembly.
Box build assembly may include:
- Installing PCBAs into housings
- Fixing screws
- Connecting cables
- Installing buttons, displays, speakers, antennas, or sensors
- Applying labels
- Adding gaskets or seals
- Closing the enclosure
- Performing final functional tests
- Cleaning and visual inspection
- Packing finished units
The cost depends on how many steps are required and how easy those steps are to repeat.
A product that can be assembled in one minute has a very different cost structure from a product that takes ten minutes. If operators need to adjust cables, check connector orientation, align small parts, apply adhesive, or perform multiple test steps, the labor cost increases.
Design for assembly is important here. Small design decisions can affect production efficiency. For example, if screw bosses are difficult to access, assembly time increases. If cables are too short or too long, routing becomes inconsistent. If connectors can be inserted in the wrong direction, inspection time increases. If test points are blocked after assembly, testing becomes harder.
Buyers often focus on the PCBA cost but overlook the labor cost of final assembly. In a box build project, assembly labor can be a meaningful part of the total cost, especially for low-volume or high-complexity products.
A supplier that provides product assembly services should be able to review not only the parts list but also the assembly sequence. A clear assembly process helps reduce mistakes, improve output stability, and make the quote more realistic.
8. Packaging and Shipment Preparation Cost
Packaging is sometimes treated as a minor detail, but it can affect both cost and customer experience.
For bare PCB assemblies, packaging may include anti-static bags, trays, foam, labels, and cartons. For finished products, packaging may include inner boxes, product labels, manuals, accessories, protective inserts, export cartons, palletizing, and shipment marks.
Packaging cost depends on:
- Product size and weight
- Anti-static requirements
- Fragility
- Finished product appearance requirements
- Labeling rules
- Accessory packaging
- Carton design
- Export packaging
- Shipment batch plan
- Customer-specific packaging instructions
For electronics products shipped to regulated markets, buyers should also confirm whether RoHS requirements for electrical and electronic equipment apply to the finished product, materials, or documentation package.
Poor packaging can create losses after production is complete. A product may pass testing at the factory but arrive damaged because of poor protection, weak cartons, incorrect stacking, or insufficient anti-static handling.
For box build products, packaging should be considered part of the manufacturing scope. The supplier needs to know whether the units will be shipped as semi-finished assemblies, finished products, retail-ready products, or bulk industrial components. Each format has different packaging requirements.
Packaging can also affect labor. Adding labels, manuals, accessories, barcode stickers, or serial number tracking takes time. If each unit requires customized packing, the cost will be higher than standard bulk packing.
Buyers should clarify packaging expectations during RFQ. If the product has special shipment requirements, carton labeling rules, drop-test expectations, or customer-specific packaging standards, these should be shared early.
A complete electronics manufacturing quote should include packaging and shipment preparation when these services are required. Otherwise, the buyer may receive a low initial quote but face additional costs before shipment.
Packaging may look like a small item, but it becomes part of the PCBA cost breakdown when the supplier is responsible for finished product delivery.
9. Quantity, Yield, and Production Stage Impact
Quantity has a major impact on PCBA and box build cost.
A realistic PCBA cost breakdown should always consider order quantity, expected annual demand, production stage, and yield risk.
A prototype order, pilot run, and mass production order should not be priced the same way. The process, risk, setup, sourcing, and documentation requirements are different.
For prototypes, the supplier usually focuses on speed, flexibility, and engineering feedback. The BOM may still change, the PCB design may not be final, and testing may be basic. Unit cost is usually higher because setup time, engineering review, stencil cost, sourcing effort, and communication are spread across a small number of units.
For pilot production, the focus shifts to process validation. The supplier needs to check whether the design can be built repeatedly, whether the test method works, whether assembly steps are clear, and whether yield is stable. This stage often reveals problems that were not obvious during prototyping.
For mass production, the cost structure becomes more focused on unit cost, production efficiency, yield, supply chain stability, and quality control. Documentation needs to be more stable. BOM revisions, firmware versions, labels, packaging, and inspection standards should be controlled more carefully.
Yield is another cost factor. If a product has low yield, the true cost increases. Rework, scrap, retesting, and troubleshooting all consume time and resources. Sometimes a higher quote from a supplier with better process control may actually lead to a lower real cost if it reduces failure and rework.
Buyers should provide realistic quantity information during RFQ. If the first order is 100 units but annual demand may reach 10,000 units, the supplier can quote and plan more intelligently. Component sourcing, tooling, fixtures, packaging, and process setup may be handled differently when future volume is known.
A useful PCBA cost breakdown should therefore consider not only today’s order quantity but also the project stage and expected production path.
Common Cost Misunderstandings Buyers Should Avoid
Many quotation problems come from misunderstanding what is included in the price.
A detailed PCBA cost breakdown helps buyers compare quotations by scope instead of judging only by the lowest unit price.
One common misunderstanding is thinking that PCBA cost means only PCB price plus component price. In reality, assembly, inspection, testing, programming, handling, packaging, documentation, and production management all affect the total cost.
Another misunderstanding is assuming that a low-volume order should have the same unit cost as mass production. Small batches usually carry higher unit costs because setup time, sourcing effort, and engineering support are not spread across many units.
Some buyers also assume that testing is included automatically. Basic inspection may be included, but functional testing, fixtures, firmware programming, calibration, and final product testing usually require additional review.
For box build projects, another common mistake is separating electronic and mechanical costs too much. The PCBA may look complete, but the final product still needs enclosure parts, screws, cables, labels, assembly labor, final testing, and packaging.
There is also a risk when buyers compare quotes without checking scope. One supplier may quote only PCB assembly. Another may include components, testing, box build labor, packaging, and shipment preparation. The second quote may look higher, but it may actually cover more of the real project.
To compare suppliers fairly, buyers should ask:
- Does the quote include PCB fabrication?
- Are components turnkey or consigned?
- Is SMT setup included?
- Are through-hole and hand-soldering steps included?
- What inspection is included?
- Is functional testing included?
- Are fixtures included or quoted separately?
- Does the quote include enclosure parts?
- Does it include box build assembly?
- Does it include packaging and labeling?
- Are shipping and export preparation included?
Without this scope check, quotation comparison can be misleading.
How Buyers Can Reduce PCBA and Box Build Cost
Cost reduction does not always mean pushing suppliers for a lower price. In many cases, better preparation and better design decisions reduce cost more effectively.
The first step is to provide complete RFQ information. A clear BOM, Gerber files, Pick and Place file, PCB specifications, quantity, testing requirements, and assembly details help suppliers quote accurately. Missing information often leads to assumptions, and assumptions lead to quote revisions.
The second step is to review the BOM early. If alternative components are acceptable, buyers should define approved alternatives before production. This can reduce sourcing risk and avoid urgent purchasing at higher prices.
The third step is to design for manufacturability and assembly. PCB layout, component spacing, connector direction, test point access, enclosure fit, cable routing, and screw positions can all affect production cost. Small changes before production may prevent expensive problems later.
The fourth step is to define testing clearly. A practical test plan helps suppliers estimate labor and fixture needs. It also prevents quality disputes after production begins.
The fifth step is to plan production stages realistically. Prototype, pilot production, and mass production should have different goals. Trying to force mass production pricing at the prototype stage can create unrealistic expectations.
The sixth step is to work with a supplier that can review both electronic and mechanical requirements when the project involves final product assembly. For integrated projects, one-stop electronics manufacturing services can help reduce communication gaps between PCB assembly, enclosure production, testing, and final assembly.
Cost control is not only about reducing each line item. It is about reducing unnecessary risk, unclear scope, rework, delays, and repeated communication.
Once buyers understand the PCBA cost breakdown, they can reduce unnecessary cost by improving BOM clarity, testing requirements, assembly design, and RFQ information.
Conclusion
A complete PCBA cost breakdown helps buyers understand why quotations differ and what actually drives total manufacturing cost. PCB fabrication, components, SMT assembly, through-hole work, testing, fixtures, programming, mechanical parts, box build labor, packaging, quantity, yield, and production stage all affect the final price.
For simple PCBA projects, the main cost drivers may be PCB specifications, BOM cost, SMT complexity, and testing requirements. For box build projects, the scope becomes wider. The supplier may need to manage enclosure parts, cables, screws, final assembly, labels, functional testing, packaging, and shipment preparation.
For buyers comparing different suppliers, a detailed PCBA cost breakdown makes it easier to separate real cost differences from differences in quoted scope.
This is why a quote should never be judged only by the lowest unit price. Buyers should compare the full manufacturing scope, not just one number.
A better RFQ leads to a better quote. When buyers provide clear files, stable BOM information, production quantity, testing needs, assembly details, and packaging requirements, suppliers can prepare more accurate quotations and identify risks earlier.
If your project involves PCBA, plastic enclosure integration, functional testing, or box build assembly, CINDY MOULD can help review your project requirements and support production from PCB assembly to final product assembly. You can contact our team with your BOM, PCB files, quantity, testing requirements, and assembly details for a more accurate manufacturing quote.