Electronic Manufacturing Services (EMS) plays a critical role in modern electronics production.
If you’re juggling separate vendors for PCB assembly, enclosure molding, and final box build, you know the drill: a minor design tweak turns into days of emails, mismatched revisions, and missed ship dates. Accountability gets fuzzy, test plans drift, and freight costs climb with every back-and-forth handoff. This guide is built for procurement and supply-chain managers who want a clear, practical path from PCBA to packaged product—without the friction of a fragmented supplier stack.
You’ll find a concise decision framework for consolidation, a pragmatic walkthrough of the full Electronic Manufacturing Services (EMS) workflow, and procurement tools you can lift into your RFPs and QBRs. We’ll keep the tone neutral and evidence-based, with authoritative sources where they add clarity.
Should you consolidate or stay multi-vendor?
Supplier consolidation isn’t a silver bullet. Multi-vendor strategies can sharpen pricing and allow niche specialists. But complex electronics suffer when responsibilities split across PCBAs, molding, and box build. Tighter supplier integration is often correlated—across complex manufacturing sectors—with better schedule adherence, inventory discipline, and quality containment. Analyses in adjacent industries point to value from consolidation and collaboration, such as improved delivery reliability and reduced duplicative effort, as discussed by McKinsey. See these context pieces:
- 2019 analysis of consolidation value in European defense highlighting efficiency and delivery reliability gains: Opportunities through consolidation in the European defense industry.
- 2020 perspective on productivity in low-volume, high-complexity manufacturing and the role of supplier integration: Improving productivity in low-volume, high-complexity manufacturing.
Here’s a procurement-focused comparison to frame the decision.
| Factor | Consolidated end-to-end EMS | Multi-vendor specialist stack |
|---|---|---|
| Accountability for delays/defects | Single owner across PCBA→molding→box build simplifies root cause and corrective action | Shared accountability; longer investigations and finger-pointing risk |
| Lead-time & handoff loss | Fewer logistics legs and planning handoffs; faster ECO propagation | Additional transit/queues; repeated requalification of changes |
| Quality alignment & test coverage | Unified DFM/NPI, SPI/AOI/AXI/ICT strategy; consistent acceptance criteria (e.g., IPC-A-610) | Varies by supplier; mismatched test plans and workmanship classes |
| Pricing and TCO | Potentially stronger TCO via reduced WIP handling, fewer expedites, lower admin overhead | Per-stage pricing leverage; hidden costs in logistics/coordination |
| Resilience/dual-source | Can still dual-source at sub-tier or keep a qualified backup EMS for risk | Easier to swap individual stages; higher orchestration overhead |
Use this table as a conversation starter in sourcing reviews; the “right” model depends on your product complexity, forecast stability, regulatory load, and internal orchestration capacity.
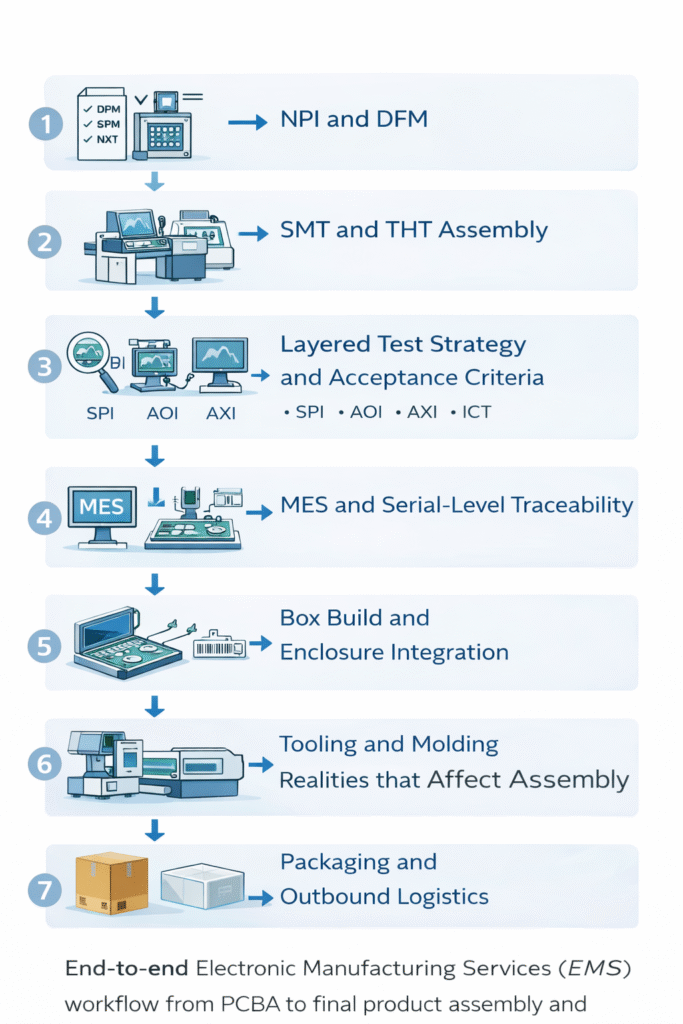
The end-to-end Electronic Manufacturing Services workflow
A true end-to-end Electronic Manufacturing Services workflow spans DFM/NPI through SMT/THT assembly, layered inspection and test, box build, packaging, and outbound logistics. Below is a procurement-ready map with evidence-backed anchors where helpful.
1) NPI and DFM
Great outcomes start early. Gates align design, manufacturability, and testability: confirm stackup and land patterns (IPC-2221/2222, IPC-7351), validate BOM risk/alternates, plan fixtures and functional test, and freeze documentation cadence. Industry guides outline representative PCBA manufacturing steps and DFM checkpoints; for a primer, see:
- Review of PCBA manufacturing processes and QA touchpoints: NextPCB process overview
- A step-by-step assembly guide emphasizing inspection gates: ALLPCB PCBA assembly process
2) SMT line and THT assembly
In a typical Electronic Manufacturing Services environment, a modern SMT line typically runs: solder paste printing → SPI (2D/3D solder paste inspection) → pick-and-place → pre-reflow AOI (presence/orientation) → reflow → post-reflow AOI (solder joint quality) → targeted rework. Add AXI for hidden joints (BGA/QFN) and ICT for structural electrical coverage; then close with functional tests. For context on why and where to use SPI/AOI/AXI, see:
- Choosing AOI vs AXI for SMT lines and where each shines: AOI vs AXI on SMT lines
- How SPI stabilizes paste volume, reducing bridges/opens: Solder paste inspection primer
Through-hole (THT) work proceeds via selective or wave soldering with ESD-safe handling and workmanship controls, then converges into the common test strategy described next.
3) Layered test strategy and acceptance criteria
Inspection is a system, not a checkpoint. SPI/AOI/AXI/ICT each catch different defect classes; functional tests prove end-to-end behavior. Align workmanship and acceptability to IPC-A-610, which sets visual quality criteria for soldering and assembly classes. IPC maintains widely used standards that frame both design for manufacturability and acceptance criteria; procurement teams often reference these explicitly in contracts and QBRs. For orientation, consult IPC’s public resources and the IPC-A-610J table of contents:
- Why IPC standards matter to electronics manufacturers: Why electronics manufacturers need IPC standards
- IPC-A-610J (Acceptability of Electronic Assemblies) TOC for scope awareness: IPC-A-610J TOC
For internal depth on AOI and process control practices, see this resource: Quality and process controls overview.
4) MES and serial-level traceability
A manufacturing execution system (MES) ties machines, materials, training status, and process parameters to each serial number, building an electronic device history record (eDHR). That traceability speeds root-cause analysis and containment, and it reduces manual transcription errors during investigations. For an overview of eDHR and lot traceability in electronics manufacturing, see:
- Siemens on electronic device history records (eDHR): eDHR overview
- Siemens lot traceability primer: Lot traceability overview
5) Box build and enclosure integration
In many Electronic Manufacturing Services projects, this is where electrical and mechanical realities meet. Box build integrates PCBAs, harnesses, enclosures, firmware load, and final functional test. Strong documentation (BOM, schematics/netlists, enclosure drawings, test specifications) and 3D fit validation reduce rework. For practical explainers of box-build scope and pitfalls, see:
- A practitioner’s overview of system-level assembly: FSCircuits on box-build assembly
For a mechanical-electrical integration perspective (e.g., standoffs, fasteners, heat paths, and tolerance), see this internal explainer: PCB enclosure integration fundamentals.
6) Tooling and molding realities that affect assembly
Enclosure manufacturing influences fit, finish, and even yield at final test. Directionally, aluminum rapid tooling can produce first shots in days, while production steel tools can take many weeks. Warpage, shrinkage, and tolerance stack-ups are practical concerns that show up as assembly issues if not addressed in DFM. For readable primers:
- Electronic enclosure manufacturing methods and lead-time context: Protolabs on enclosure manufacturing choices
- Sheet-metal tolerance behaviors that affect fit: Working with sheet metal tolerances
If you’re troubleshooting plastic part quality affecting fit, this guide helps frame common defects and mitigations: Injection molding defects overview.
7) Packaging and outbound logistics
Don’t lose yield at the finish line. ESD-safe packaging, robust cushioning, barcode/UID labeling, and configuration control (SKUs, region codes, adapters) protect the work you’ve done upstream. Integrated Electronic Manufacturing Services providers often manage final QA sign-off, cartonization, and export documentation so freight doesn’t become the new bottleneck.
Procurement checklists and KPIs you can use
When you design your RFP/RFQ and supplier scorecards, target information that predicts flow and yield, not just price.
DFM/NPI: Request documented gate criteria and sample outputs—stencil design rules, BGA escape, panelization, ICT access—and describe how ECOs flow from CAD/PLM to manufacturing and back.
SMT/THT: Specify line configuration (printers, SPI, pick-and-place, AOI, reflow profiles, AXI/ICT availability) and include sample yield reports plus rework procedures by defect class.
Test strategy: Ask for coverage mapping across SPI/AOI/AXI/ICT/functional, failure-routing to root cause, and how acceptance criteria map to IPC classes.
Traceability: Require MES screenshots or data dictionaries for serial genealogy and eDHR; define what you want to see in QBR dashboards.
Box build: Document work-instruction standards, torque specs, wire routing guidelines, and final-test correlation methods with golden units.
Tooling/molding: Include DFM reports, moldflow or tolerance analyses where relevant, and first article inspection formats.
And here’s a compact KPI table you can adapt during QBRs. Treat these targets as directional ranges; align final numbers to your category, complexity, and regulatory context. For KPI architecture and data exchange guidance, IPC’s CFX standard provides useful framing for visibility and dashboards.
| KPI | Definition | Directional target | Notes |
|---|---|---|---|
| On-Time Delivery (OTD) | % of orders delivered on/before promise date | 95–98% | Define promise date clearly in SLA |
| First Pass Yield (FPY) | % passing first inspection without rework | 98–99.5% | Mature, stable builds tend higher |
| Defect Rate (PPM) | Defective units per million shipped | <1,000 PPM | Regulated segments may target <500 |
| RMA/Field Failure Rate | % of shipped units failing in field | 0.5–2% | Stricter in high-reliability sectors |
| Inventory Turns | COGS / average inventory | 8–12 turns/year | Category- and mix-dependent |
Reference for KPI architecture and standardized visibility: see IPC’s Connected Factory Exchange: IPC-2591 CFX overview.
Practical workflow example: one owner from tooling to box build
Consider a consumer IoT gateway project supported by an Electronic Manufacturing Services (EMS) partner moving from EVT to production.
During DFM, enclosure bosses are adjusted to relieve interference near a USB connector; stencil apertures are tweaked to stabilize QFN paste volume. Because one provider owns both the mold and the SMT line, changes propagate within the same program team and MES, so the pilot build uses the updated mold revision and the new stencil in the same week. Functional test coverage adds boundary-scan to catch intermittent shorts before box build.
A provider like CINDY Mould—which supports integrated molding, PCBA, and assembly—can coordinate these handoffs under one workflow: procurement gets a single set of QBR metrics, one change-control board, and traceability across mechanics and electronics. For a deeper look at how mechanical fit drives assembly quality, see this primer on tolerance behaviors: Tolerance stack-up fundamentals.
How to implement consolidation without losing resilience
Consolidating doesn’t mean betting the company on one factory overnight. Phase it and keep options.
- Start with a pilot program: Select a representative SKU or sub-assembly. Co-develop SLAs (definitions for OTD, containment windows, ECO cycle times). Establish a QBR rhythm with transparent dashboards.
- Preserve strategic flexibility: Maintain a qualified backup for critical SKUs or keep second-source tooling for at-risk plastics. Dual-source at component level when appropriate.
- Integrate data early: Connect CAD/PLM to the EMS provider’s DFM/NPI workflow and ensure MES can publish genealogy into your quality systems. Define golden data sets for BOM, AVL, and test scripts.
- Govern change: Stand up an ECO board with clear approval tiers and time-boxed implementation windows. Demand failure analysis reports with corrective and preventive actions (8D where useful).
- Align cost to flow: Encourage design standardization, MOQ strategies, and Kanban/consignment where it reduces expedites. Negotiate TCO, not just piece price. For a structured view of cost-side benefits of integrated manufacturing, see: Integrated manufacturing and production cost.
Procurement FAQs
How do I choose between nearshore and offshore EMS options?
Electronic Manufacturing Services partners can support both nearshore and offshore production strategies depending on cost structure, lead-time expectations, and product complexity.
Consider total landed cost and lead-time: transit time, tariff exposure, onsite support needs, and the importance of overlapping time zones during NPI. For complex, fast-iterating products, nearshore or regional partners can cut iteration time.
How should I protect IP when consolidating with an end-to-end partner?
Use NDAs and master service agreements with clear IP clauses, escrow of test fixtures/scripts when needed, and strict access controls in MES and document systems. Partition sensitive firmware access to named roles.
Can I scale from prototype with no MOQ to mass production smoothly?
Yes, if the NPI plan includes process capability studies, fixture correlation, and material readiness. Ensure the provider can migrate from quick-turn lines to volume lines without requalification beyond agreed PPAP/FAI gates.
What depth of test coverage is “enough”?
Map it to risk. For dense BGAs and high field-reliability requirements, include AXI and ICT plus robust functional test. For simpler products, strong AOI and functional test may suffice. Document acceptance criteria (e.g., IPC-A-610 class) in the SLA.
Next steps
If supplier handoffs are slowing your schedules or blurring accountability, many companies begin by evaluating an integrated Electronic Manufacturing Services partner and starting with a pilot consolidation on one SKU and measure OTD, FPY, and ECO cycle time through a gated NPI. If you want to sanity-check your NPI readiness and test coverage before you issue an RFQ, you can open a neutral scoping discussion with an experienced end-to-end EMS partner. For an initial conversation, see: Contact CINDY Mould.