Introduction
Short shot in injection molding is a common manufacturing defect that occurs when molten plastic fails to completely fill the mold cavity.
Short shot is also considered one of the most common injection molding defects that affect product quality and manufacturing stability. For a broader understanding of common manufacturing issues, you can also read our guide on injection molding defects.
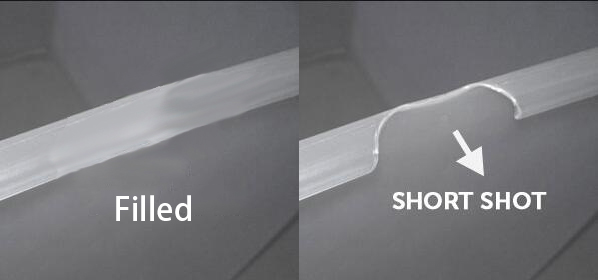
As a result, the final molded part is incomplete, missing features, or partially formed.
In plastic manufacturing, short shot defects often indicate problems related to material flow, mold design, or processing parameters. When molten plastic cannot reach every section of the cavity before solidifying, the part cannot achieve its intended geometry.
Short shots may appear as:
- incomplete edges or corners
- missing thin-wall sections
- partially filled ribs or bosses
- uneven or irregular part shapes
In high-volume production environments, short shot defects can significantly affect product quality, scrap rates, and production stability.
For a broader overview of manufacturing issues, you can also explore our guide on injection molding defects and their impact on production efficiency.
Understanding the causes of short shots helps engineers optimize mold design, improve process stability, and ensure consistent production.
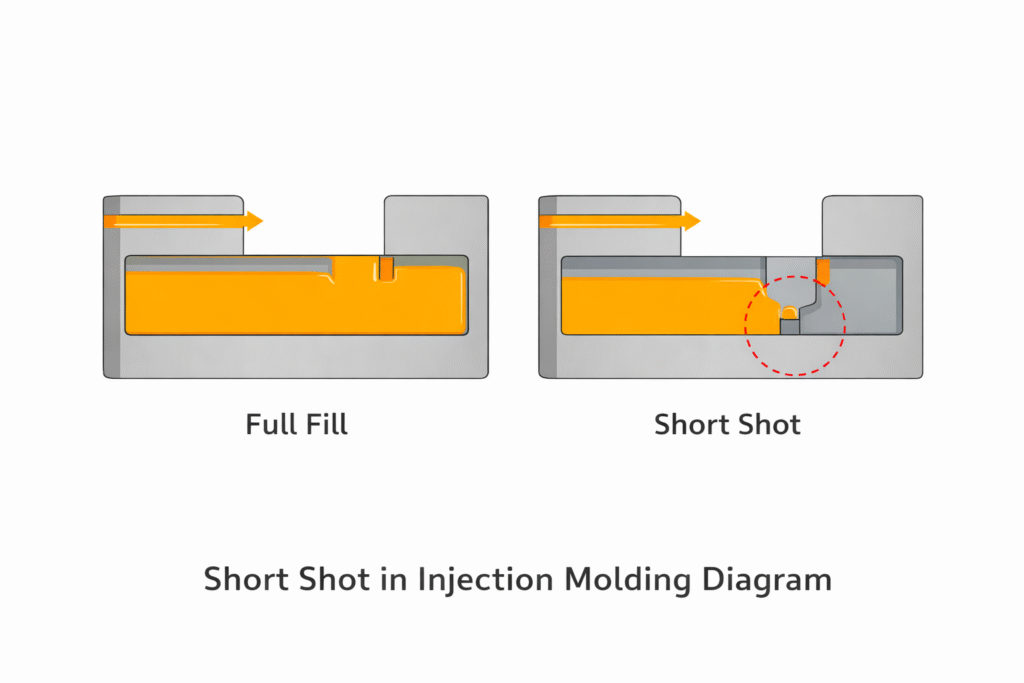
What Is Short Shot in Injection Molding
Short shot refers to a condition where molten plastic does not completely fill the mold cavity during injection.
During injection molding, plastic material is heated until it becomes molten and is then injected into a closed mold cavity under pressure. The molten material must travel through runners, gates, and internal flow paths before filling every section of the mold.
If the plastic solidifies too early or cannot reach distant areas of the cavity, the mold will produce an incomplete part.
Short shots typically occur in:
- thin wall sections
- long flow paths
- complex geometries
- multi-cavity molds
Even a small imbalance in temperature, pressure, or flow resistance can prevent the cavity from filling completely.
Common Causes of Short Shot Defects
Short shot defects are usually caused by a combination of process conditions, material behavior, and mold design factors.
Below are some of the most common causes observed in injection molding production.
Insufficient Injection Pressure
Injection pressure plays a critical role in driving molten plastic through the mold cavity.
If the pressure is too low, the molten material may lose momentum before reaching the farthest areas of the mold.
Low pressure can occur due to:
- incorrect machine settings
- restricted flow channels
- high material viscosity
- insufficient packing pressure
Increasing injection pressure often helps improve cavity filling, especially for parts with long flow lengths.
Low Melt Temperature
Plastic materials must remain molten long enough to completely fill the cavity.
If the melt temperature is too low, the material may begin to solidify before it reaches all sections of the mold.
Low melt temperature increases viscosity and reduces flow capability.
Typical causes include:
- low barrel temperature settings
- insufficient heating time
- material with poor flow properties
Proper temperature control is essential to maintain stable material flow during injection molding.
Low Mold Temperature
Mold temperature significantly affects how quickly the molten plastic cools after entering the cavity.
Proper cooling channel layout plays an important role in maintaining uniform mold temperature during injection molding.
If the mold temperature is too low, the plastic may freeze prematurely along the mold walls. This early solidification blocks the remaining material from flowing further.
Low mold temperature problems are more common in:
- thin wall components
- large surface parts
- high flow length designs
Maintaining balanced mold temperature helps ensure consistent filling and reduces the risk of short shot defects.
Restricted Flow Path
Complex mold structures can restrict material flow.
If runners, gates, or flow channels are too small, molten plastic may encounter excessive resistance while traveling through the mold.
Common design issues include:
- undersized gates
- narrow runners
- sharp flow turns
- long flow distances
Optimizing runner and gate design can significantly improve filling performance.
Poor Venting Design
Air trapped inside the mold cavity can prevent molten plastic from filling certain areas.
When air cannot escape properly, pressure builds up inside the cavity and blocks incoming material.
Signs of poor venting include:
- incomplete filling near thin edges
- air traps in deep cavities
- burn marks near the end of flow paths
Proper venting channels allow trapped gases to escape and improve filling stability.
How Mold Design Influences Short Shot
Mold design plays a major role in determining how easily molten plastic flows through the cavity.
A well-designed mold ensures balanced flow paths, consistent temperatures, and minimal resistance.
Gate Location
Gate position strongly influences how plastic enters the mold cavity.
If the gate is located too far from thin or complex areas, the material may lose pressure before reaching those sections.
Good gate placement helps:
- shorten flow distance
- balance cavity filling
- reduce pressure loss
Engineers often adjust gate location during mold design to improve filling performance.
Wall Thickness Design
Parts with extremely thin walls are more prone to short shots.
Thin sections cool faster than thicker areas, causing the molten plastic to freeze before the cavity fills completely.
To reduce short shot risks, designers should:
- maintain uniform wall thickness
- avoid abrupt thickness transitions
- minimize extremely thin features
Balanced wall thickness improves material flow and enhances overall molding stability.
Flow Length Ratio
Flow length refers to the distance molten plastic must travel from the gate to the farthest point of the cavity.
When the flow length is too long relative to the wall thickness, the plastic may solidify before completing the fill.
This ratio is especially important for:
- large plastic housings
- thin structural components
- multi-cavity molds
Proper design of flow length and thickness helps prevent incomplete filling.
How to Prevent Short Shot Defects
Preventing short shots requires a combination of process optimization and mold design improvements.
Manufacturers typically focus on the following strategies:
Optimize Injection Parameters
Engineers adjust processing parameters to improve material flow:
- increase injection pressure
- increase melt temperature
- adjust injection speed
- optimize packing pressure
These adjustments help ensure the molten plastic reaches all areas of the cavity.
Improve Mold Venting
Proper venting allows trapped air to escape from the cavity during injection.
Effective vent design helps prevent air pressure from blocking molten plastic flow.
Typical solutions include:
- adding vent channels
- improving parting line vents
- optimizing cavity exhaust paths
Optimize Gate and Runner Design
Improving runner and gate dimensions can significantly reduce flow resistance.
Common improvements include:
- enlarging gate size
- redesigning runner layout
- balancing multi-cavity flow paths
These changes help ensure molten plastic flows smoothly throughout the mold.
Maintain Proper Mold Temperature
Stable mold temperature prevents premature material freezing.
Manufacturers often use:
- optimized cooling channel layouts
- controlled mold temperature systems
- uniform heat distribution
Balanced thermal conditions improve filling consistency.
Conclusion
Short shot is a common injection molding defect that results in incomplete plastic parts when molten material fails to fully fill the mold cavity.
Although short shots may appear as simple filling problems, they usually indicate deeper issues related to mold design, material flow, or processing parameters.
By understanding the root causes of short shot defects, engineers can implement effective solutions such as optimizing injection pressure, improving mold venting, adjusting temperature settings, and refining gate design.
In contrast, other injection molding defects such as flash defects occur when excess molten plastic escapes from the mold cavity due to gaps or excessive pressure. Both short shots and flash highlight the importance of proper mold design and stable processing conditions.
For additional technical references on plastic processing and defect control, engineers often consult resources from the Society of Plastics Engineers.
With proper mold engineering and process control, manufacturers can significantly reduce short shot defects and achieve stable, high-quality injection molding production.