IML Mold Design Guide: Structural Principles for Stable High-Volume Injection Molding
IML mold design is a critical factor in achieving stable high-volume injection molding production.
In-mold labeling (IML) integrates decoration directly into the injection molding cycle. Unlike post-molding labeling, the film is positioned inside the cavity before injection and becomes part of the molding environment itself.
From an engineering perspective, this changes the fundamental behavior of the mold.
The mold is no longer forming polymer alone.
It is simultaneously managing polymer flow, film positioning, pressure transfer, thermal distribution, and bonding conditions.
Stable IML production in high-volume programs is rarely achieved through parameter tuning alone. It depends on structural coordination across the entire molding system.
This guide outlines the engineering principles that determine whether an IML mold remains stable over long production cycles — not just during early sampling.
Structural Principles in IML Mold Design
1. Understanding the Structural Impact of Film Integration
When a label film is inserted into the cavity, the mold environment changes in four primary ways:
- Effective cavity thickness is reduced
- Pressure transfer path is altered
- Surface friction conditions shift
- Shrinkage behavior near the decorated zone becomes less uniform
These structural changes influence both dimensional accuracy and decorative stability.
Experienced mold designers compensate by:
- Slightly modifying cavity depth to accommodate film thickness tolerance
- Adjusting shut-off geometry near label edges
- Controlling melt front direction relative to the film surface
- Designing pressure distribution to avoid localized film stress
Ignoring these details can lead to subtle long-term instability, even if early samples appear acceptable.
In practice, effective IML mold design must anticipate these structural interactions before steel is finalized.
2. Film Behavior Under Injection Pressure
During injection, the film is exposed to:
- Melt pressure
- Shear forces
- Thermal softening
- Surface friction
If gate placement or melt flow path directs excessive force toward one region of the film, displacement or micro-wrinkling may occur.
In high-volume production, even slight film movement per cycle can gradually affect visual consistency.
Design strategies include:
- Positioning gates away from critical decorative regions
- Using fan gates or edge gates to distribute pressure
- Controlling injection speed profile during the initial filling phase
- Ensuring adequate support behind the film via cavity geometry
Film stability is not only a process parameter — it is a structural design responsibility.
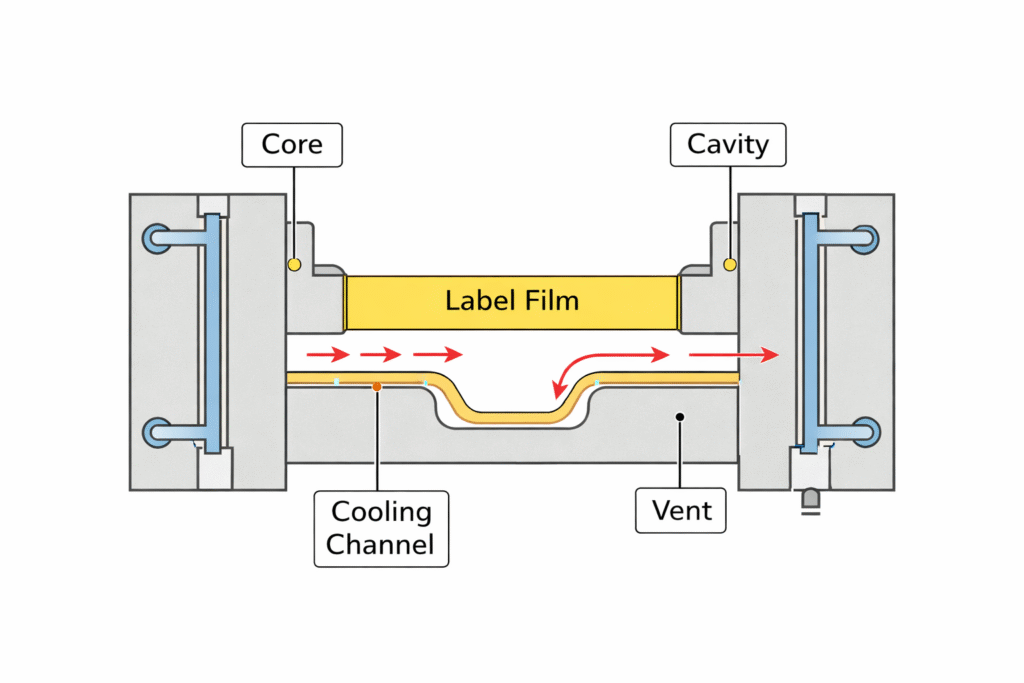
3. Venting: Managing Invisible Variables
Air entrapment between the film and cavity wall is one of the most common causes of cosmetic defects in IML parts.
Unlike conventional molding, the presence of the film creates a micro-gap where air may become trapped.
Effective venting in IML molds requires:
- Micro-vent channels placed along film perimeter
- Uniform vent depth across cavities
- Balanced vent flow paths
- Careful surface finish control
Over-venting can cause flash; under-venting can cause surface instability.
In multi-cavity molds, inconsistent vent depth as small as a few microns may produce visible decoration differences.
4. Thermal Balance and Cooling Design
Temperature stability plays a central role in IML repeatability.
Thermal imbalance may lead to:
- Uneven bonding strength
- Gloss variation
- Shrinkage inconsistency
- Warpage near decorated zones
Cooling systems should be designed with:
- Symmetrical channel placement
- Controlled distance from decorative surface
- Equal coolant flow rate across cavities
- Monitoring capability for mold temperature drift
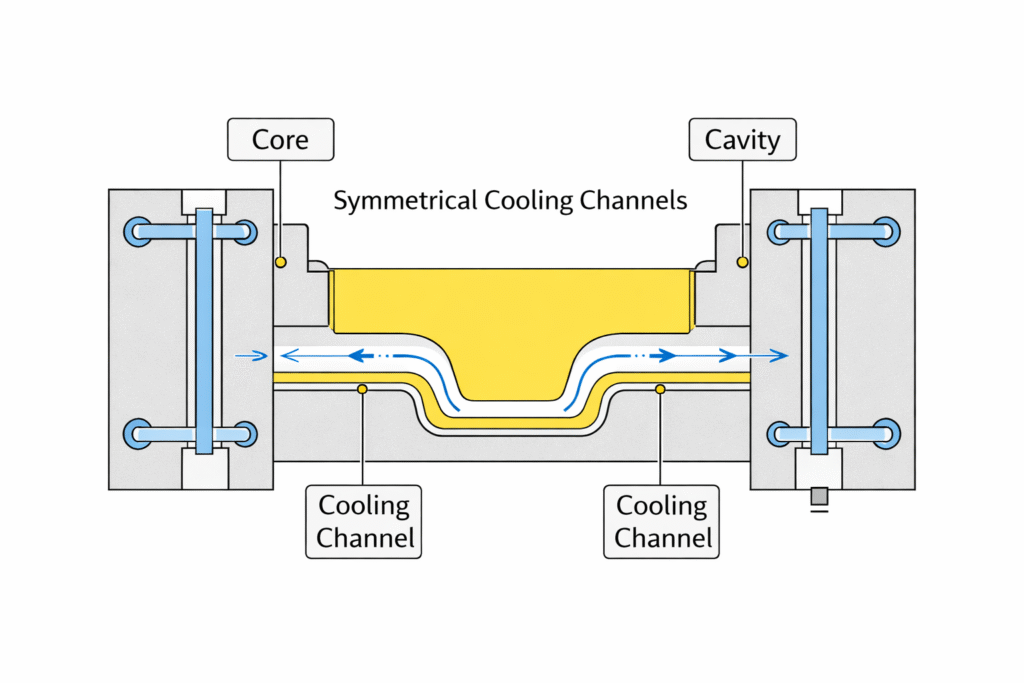
Thermal simulation prior to steel cutting helps identify asymmetry early.
Long production cycles amplify minor cooling differences, making symmetry critical.
This is why thermal symmetry is considered a core element of advanced IML mold design.
5. Pressure Distribution and Multi-Cavity Consistency
In high-volume manufacturing, multi-cavity molds are common.
For IML programs, cavity-to-cavity consistency directly affects decorative repeatability.
Pressure imbalance can cause:
- Slight bonding variation
- Surface tone differences
- Differential shrinkage
Engineering controls include:
- Symmetrical runner system layout
- Equalized flow path length
- Tight gate machining tolerance
- Stable hot runner temperature control
Pressure stability should be validated through both simulation and pilot-run data collection.
Similar pressure coordination challenges can also be observed in stack mold systems, where cavity synchronization directly influences overall production stability.
6. Automation Integration as Part of Structural Design
Modern IML systems rely on robotic label placement.
Similar structural coordination challenges can also be observed in IMR mold applications, where surface precision depends heavily on cavity balance and temperature stability.
However, mold design must account for:
- Film positioning repeatability
- Static charge control
- Label flatness during placement
- Synchronization between placement and injection
Structural design decisions influence how tolerant the system is to small automation variation.
A robust IML mold design accounts for real-world automation variability rather than ideal placement assumptions.
An IML mold should be engineered with realistic automation conditions in mind — not ideal laboratory placement assumptions.
7. Long-Term Stability vs. Early Sampling Success
Short sampling trials may not fully reveal structural imbalance.
In early trials:
- Cycle times may be relaxed
- Monitoring is intensive
- Adjustment flexibility is high
During sustained production:
- Cycle rhythm is fixed
- Parameter windows narrow
- Cumulative stress appears
Design validation should include endurance-style pilot runs, pressure sensor data logging, and thermal monitoring under realistic production speeds.
International standards such as those published by the International Organization for Standardization (ISO) also emphasize tolerance control and process validation in molded part production.
8. When IML Delivers Sustainable Value
When structural design is disciplined, IML offers:
- Elimination of secondary decoration processes
- Reduced handling damage
- Improved surface durability
- Cleaner manufacturing workflow
- Strong repeatability in long-run programs
IML performs best in:
- Stable, high-volume product platforms
- Programs with predictable lifecycle
- Molds engineered with balanced flow and cooling
- Systems where automation precision is reliable
IML is not inherently unstable — but it requires tighter structural control than non-decorated molding.
Final Thoughts on IML Mold Design
IML mold performance depends on coordination across:
- Cavity geometry
- Film support strategy
- Venting design
- Thermal symmetry
- Pressure balance
- Automation integration
Long-term stability is not achieved through adjustment after issues appear.
It is built into the structure of the mold.
When engineered systematically, IML becomes a durable, efficient, and scalable decoration solution for high-volume injection molding programs.