In injection molding projects—especially for consumer electronics, automotive interior parts, In injection molding projects—especially for consumer electronics, automotive interior parts, and household appliance housings—mold cooling design is often treated as an afterthought.
Most mold shops focus first on part filling, gate location, and cavity balance, while mold cooling design is left as something to “fine-tune later” once tooling is cut or basic parameters are set.
From our 12+ years of working with mold designers and production teams in Dongguan and Shenzhen, we’ve seen this same oversight repeatedly become the #1 hidden cause of unstable mass production—yet it’s rarely identified until problems escalate.
The truth is simple:
Mold cooling design is not a process tweak. It is the foundation of production stability.
When “Successful Trials” Hide Mold Cooling Design Problems
Across different materials (ABS, PC+ABS, PP) and mold types (two-plate, three-plate, hot runner), the same pattern keeps repeating:
- Samples look clean
- T1 trials pass dimensional checks
- Early batches run smoothly
Then, as production ramps up to 10k, 50k, or 100k cycles, things quietly begin to fall apart:
- Cycle times creep upward
- Warpage worsens around thick ribs or boss features
- Scrap rates rise without an obvious trigger
- The process window becomes dangerously narrow
Operators are forced to adjust temperature, water flow, or hold time constantly—just to keep parts within spec.
At this stage, teams usually blame:
- Machine settings
- Operator handling
- Material batch variation
But in 8 out of 10 cases, the real cause was decided much earlier:
The mold cooling design was never engineered for long-term thermal balance.
This pattern is closely related to early-stage design risks discussed in our analysis of injection mold design defects, where trial success often masks long-term production instability.
This pattern is closely related to broader early-stage design risks discussed in our analysis of
injection mold design defects, where trial success often masks long-term production instability.
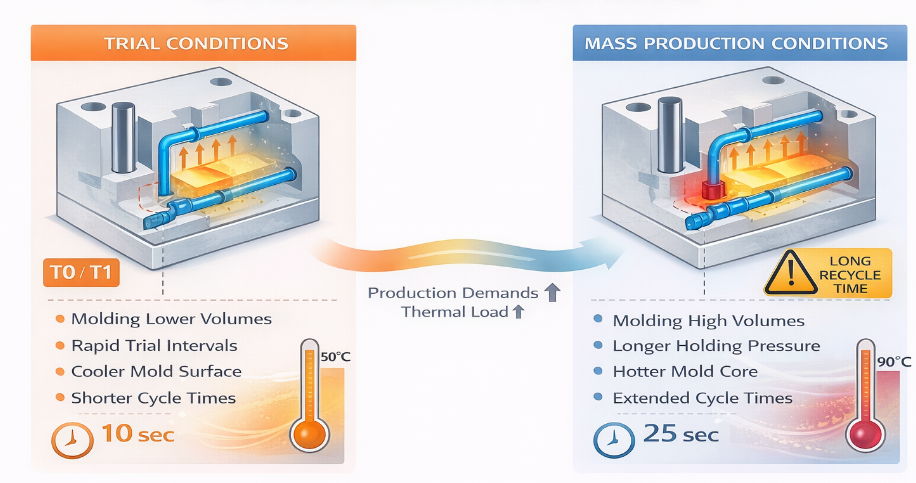
Why Mold Cooling Design Problems Rarely Appear During Mold Trials (T0 / T1)
Cooling-related issues are difficult to detect in trials because mold trials test feasibility, not endurance.
In almost every T0 or T1 trial we’ve observed, teams unconsciously create a “forgiving” environment:
Extended cycle times
Trials often run at 40–45 seconds for parts that must hit 30 seconds in production, simply to avoid cosmetic defects.
Manual control of temperature and water flow
Separate chillers, valve adjustments, or brief pauses are common.
Frequent parameter tweaks
Hold time, cooling time, and mold temperature are adjusted every few shots.
Low total output
Producing 50–200 parts does not generate the cumulative thermal load of real mass production.
Under these conditions, even a poorly balanced mold cooling design can appear “good enough.”
Mold trials answer one question:
Can we make a good part under ideal conditions?
They do not answer the production question:
Can this mold cooling design remain thermally balanced across 100k+ cycles, 24/7?
That gap is where instability begins.
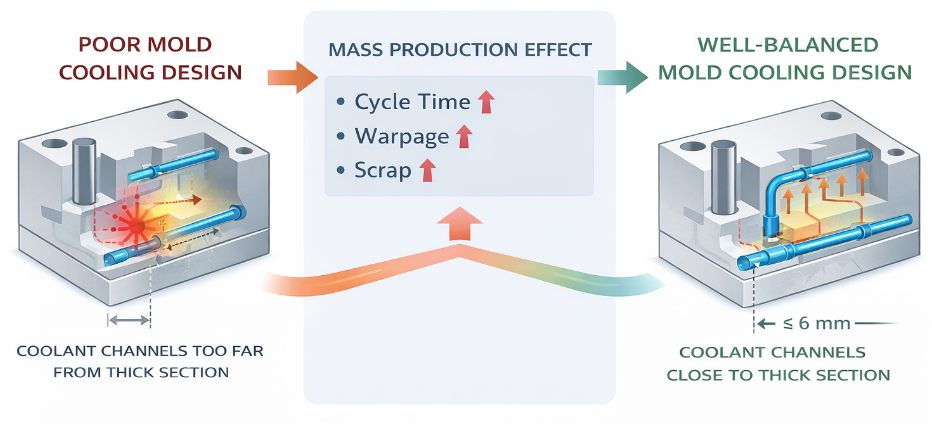
How Poor Mold Cooling Design Shows Up in Mass Production
Cooling failures don’t cause sudden breakdowns.
They erode stability gradually, making root causes hard to trace.
Based on on-site troubleshooting, these are the four most common symptoms.
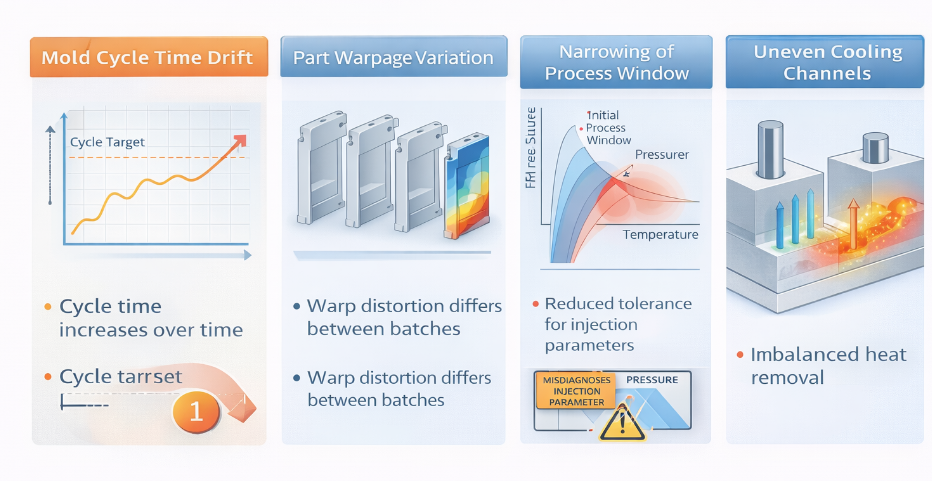
1. Cycle Time Drift
(The Invisible Output Killer)
Inadequate mold cooling design forces teams to compensate by slowing cycles—often without realizing it.
Real example:
A 5-inch PC+ABS electronics housing (2.5 mm wall thickness) starts production at a 28-second cycle, meeting output targets.
After ~10k cycles:
- Heat accumulates around 4 mm boss features
- Cooling channels placed 15 mm away cannot remove heat fast enough
- Operators extend cooling time by 2 seconds
A month later:
- Cycle time reaches 35 seconds
- Output drops by ~20%
- No machine parameters appear “wrong”
This is not operator error—it’s insufficient heat extraction caused by mold cooling design limitations.
2. Batch-to-Batch Warpage Variation
(The Assembly Nightmare)
Uneven mold cooling design leads to uneven shrinkage.
In one smartphone mid-frame project:
- Early batches showed 0.15 mm warpage (within spec)
- After ~20k cycles, warpage increased to 0.30 mm, breaking assembly
The cause:
- Thin edges (1.8 mm) were over-cooled
- Thick corners (3.2 mm) were under-cooled
- Heat accumulated gradually, causing delayed shrinkage
Nothing “changed”—thermal imbalance simply reached its breaking point.
3. Narrowing Process Window
(Operator Burnout)
A well-designed mold cooling system provides margin.
A poor mold cooling design offers none.
In a PP appliance housing project:
- A single cooling loop served all cavities
- A minor drop in factory water pressure caused immediate defects
- Operators had to monitor flow and temperature every 15 minutes
The mold didn’t fail—but the process became fragile and exhausting to maintain.
4. Accelerated Mold Wear
(The Hidden Cost)
Thermal imbalance affects molds as much as parts.
Uneven expansion increases friction on:
- Sliders
- Core pins
- Guide elements
In one automotive bracket mold:
- Core pins near thick ribs overheated repeatedly
- Wear rate tripled
- Pins required replacement after 50k cycles
The result: downtime, maintenance cost, and lost output.
Cooling Design Assumptions That Fail at Scale
Most cooling failures stem from reasonable—but flawed—assumptions:
- “Average mold temperature is enough.”
Hot spots can exceed average temperatures by 15–20 °C. - “Symmetric parts cool symmetrically.”
Geometry symmetry does not equal thermal symmetry in mold cooling design. - “Longer cycles fix cooling issues.”
This masks the problem and turns it into permanent cost. - “Short trials reflect long-term behavior.”
They don’t account for cumulative heat buildup.
Mold Cooling Design Is Not About Temperature — It’s About Thermal Balance
Good mold cooling design is not defined by a number on a chiller.
A mold can hit its target temperature and still suffer from:
- Local hot spots
- Cavity-to-cavity variation
- Delayed heat accumulation
Production-stable mold cooling design requires:
- Uniform heat extraction at critical features
- Consistent performance over long runs
- Cooling layout aligned with part geometry and wall thickness
For a general overview of how cooling fits into the injection molding process, see
Injection molding – Wikipedia.
Without proper cooling design, process optimization becomes constant firefighting.
Case Study: Mold Cooling Design Redesign Restores Production Stability
Project: Smartwatch housing (PC+ABS)
- 2.2 mm nominal wall
- 3 mm camera boss
- 4-cavity, two-plate mold
Initial results:
- 34 s cycle
- 0.12 mm warpage (within spec)
After ramp-up:
- Warpage reached 0.25 mm
- Cycle extended to 40 s
- Scrap rate jumped to 8%
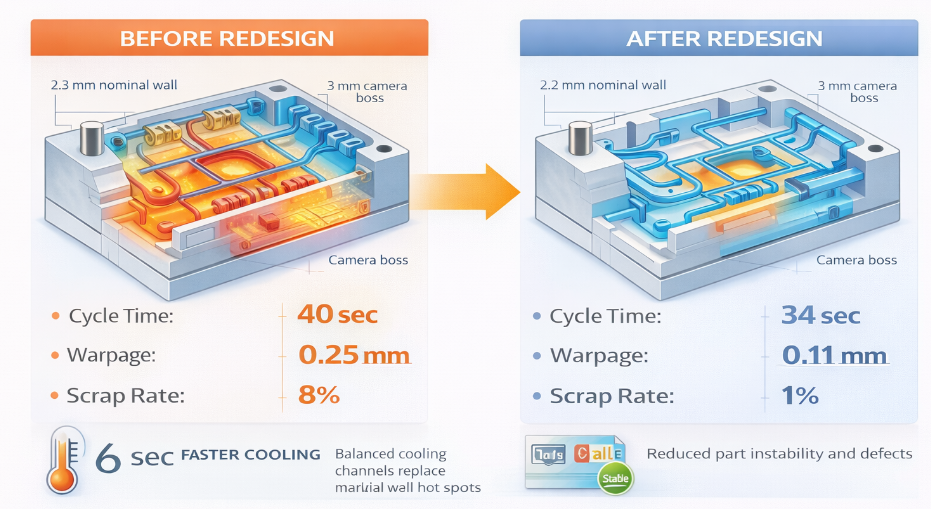
Mold cooling design redesign included:
- Bubbler pins near camera bosses (≤6 mm distance)
- Dedicated channels for button recesses
- Independent cooling loops per cavity
- Channel diameter increased from 8 mm → 10 mm
Results:
- Cycle reduced to 30 s
- Warpage variation ↓ 72%
- Scrap rate ↓ to 1.5%
- Estimated $80k savings in 6 months
The problem was never the process.
It was mold cooling design.
Why Mold Cooling Design Problems Are Expensive to Fix Later
Once tooling is released:
- Cooling rework often costs $10k–$50k
- Downtime impacts delivery schedules and customer trust
- Temporary fixes increase operating cost
Many teams accept compromised mold cooling design and live with slower cycles and higher scrap—turning a design flaw into a permanent expense.
Final Thoughts
Poor mold cooling design rarely causes dramatic failure.
It causes quiet instability.
It slowly erodes output, consistency, and profitability—until the cost becomes impossible to ignore.
In injection molding, cooling is not a parameter to tune later.
Mold cooling design is a design decision that determines whether mass production is stable or fragile.
Mold trials confirm feasibility.
Mass production exposes thermal behavior.
Design mold cooling for long-term balance—and stability will follow.