Introduction
In high-end injection molding projects, we’ve all been there: prototypes come out looking perfect—smooth surfaces, crisp edges, and consistent texture that checks every box for the client. But once we scale up to full Decorative Mold Mass Production, things start to go sideways.
Parts stick to cores, gloss levels become patchy, flow lines appear out of nowhere, warping creeps in, and High-End Mold Scrap Rate climbs higher than expected. These issues don’t just hurt the product’s premium look and feel; they eat into profits and can even delay delivery timelines if we’re not quick to course-correct.
High-End Decorative Mold—specifically IMR Mold (In-Mold Decoration), IML Mold (In-Mold Labeling), and Stack Mold—add another layer of complexity. Standard tooling and Injection Molding techniques that work for basic parts just don’t cut it here; we need to balance intricate surface finishes with high-volume output, and that’s where most teams run into trouble.
Drawing on our experience with dozens of high-end injection molding projects, we’re breaking down the most common risks we’ve seen in mass production and the practical, on-the-ground solutions that have actually worked for us—key to effective Decorative Mold Risk Mitigation.
1. IMR (In-Mold Decoration) Mold Challenges
IMR Mold are game-changers for high-end products because they integrate surface decoration directly into the Injection Molding process—no post-production finishing needed, just a seamless blend of aesthetics and structural strength. But from what we’ve observed, this technology also brings unique production headaches that you won’t find with standard molds, especially when it comes to IMR Mass Production Risks.
Common Risks
- The thin decorative films used in IMR Mold are particularly finicky. Under high molding temperatures and pressures, they often wrinkle, shift out of place, or stick to the mold core—flaws that are nearly impossible to repair post-production, and a top cause of Mold Surface Defects.
- Insufficient slide angles or uneven cooling lead to Mold Surface Defects: drag marks that ruin smooth finishes, or gloss inconsistencies that make premium parts look cheap.
- Minor Injection Molding Parameter Drift during pilot runs (e.g., injection speed, temperature) can amplify into widespread quality issues during mass production, where hundreds or thousands of parts are made hourly.
Practical Solutions
- Optimize mold design first Tweak slide angles to reduce friction, refine cooling channels for even heat distribution (a key part of Mold Cooling System Optimization), and tighten mold temperature control to cut down on thermal stress—the main cause of film deformation.
- Never skip small-scale pilot runs Conduct a thorough Injection Molding Pilot Run—produce a few hundred parts in a controlled setting to test mold performance, identify weak spots, and adjust parameters until consistent quality is achieved.
- Enforce process standardization Implement Mold Process Standardization: create detailed documents outlining all parameters (mold temperature, injection pressure, etc.) and train teams to follow them strictly. Add in-line quality checks every 30 minutes during mass production to catch defects early.
Real-World Example
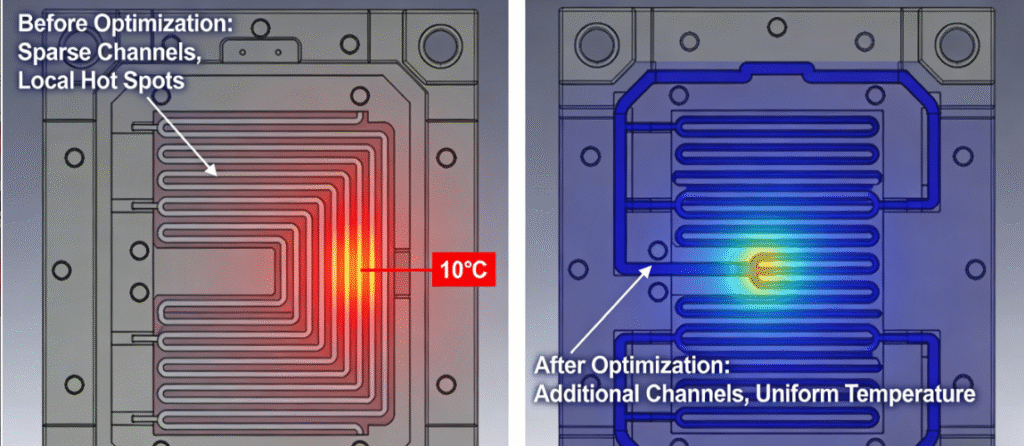
Just last quarter, we worked on a high-volume IMR Mold project for a luxury electronics brand. The first production batch had an 8% defect rate—most parts had small wrinkles in the decorative film, a common IMR Mass Production Risks.
After tearing down the mold, we found the cooling channel design was flawed: some areas ran 10°C hotter than others, causing uneven film shrinkage. We redesigned the cooling system (a critical Mold Cooling System Optimization) and slowed injection speed slightly during film contact.
Within a day, the defect rate dropped to less than 1%. This is a stark reminder that early process verification, including a thorough Injection Molding Pilot Run, can save massive time and costs down the line.
2. IML (In-Mold Labeling) Mold Risks
IML Mold rely entirely on precision—every part needs perfectly aligned labels, with no bubbles, lifted edges, or inconsistencies. We’ve learned the hard way that even a 1mm misalignment or tiny air bubble can make a part unsellable, especially for High-End Decorative Mold where every detail matters. IML Mold Quality Issues are among the most common complaints we hear from clients in high-volume production.
Common Risks
- Label misalignment: Caused by inconsistent label feeding or slight mold shifts, this is the most frequent IML Mold Quality Issues we encounter, and a top focus of IML Label Alignment Solutions.
- Air entrapment and lifted edges: Bubbles form between labels and substrates; rough mold surfaces prevent proper label bonding, leading to lifted edges—another common Mold Surface Defects in IML production.
- Parameter fluctuations derail quality: A small pressure spike can push labels out of place; a temperature drop can stop proper bonding. IML Mold requires rock-solid parameters—no room for Injection Molding Parameter Drift.
Practical Solutions
- Use precision alignment fixtures These hold labels in place during injection, eliminating manual feeding errors and addressing one of the top IML Label Alignment Solutions.
- Calibrate parameters for specific materials Avoid “one-size-fits-all” settings; adjust pressure, temperature, and flow rates to match the label-substrate combination, preventing Injection Molding Parameter Drift and reducing IML Mold Quality Issues.
- Run multiple pilot batches Do 2–3 small Injection Molding Pilot Run batches, tweaking fixtures and parameters each time, until 99%+ good parts are produced. For High-Cavity Mold (a common variant for high-volume IML), add extra alignment checks per cavity.
Real-World Example
A client came to us with an IML Mold project for luxury packaging—they faced a 20% scrap rate due to repeated label shifting, a major IML Mold Quality Issues and driver of High-End Mold Scrap Rate.
We discovered inconsistent injection speed was the culprit: the machine sped up mid-cycle, pushing labels out of alignment. We installed an automated alignment system (a key IML Label Alignment Solutions) to lock labels in place and adjusted flow distribution for steady speed, preventing Injection Molding Parameter Drift.
Within a week, yield improved by over 15%, and they met their delivery deadline without delays—proof that targeted Decorative Mold Risk Mitigation works for IML production.
3. Stack Mold (High-Cavity Mold) Design and Control
Stack Mold, also known as High-Cavity Mold, are our go-to for high-volume production—they let us run multiple cavities in one cycle, doubling or tripling output per hour. But from experience, they introduce unique design and automation challenges that can derail projects if unaddressed, leading to costly Stack Mold Production Defects.
Common Risks
- Automation synchronization issues: If part removal systems aren’t aligned with ejection cycles, parts stick in cavities, ejector pins break, or incomplete parts are produced—major Stack Mold Production Defects.
- Uneven flow distribution: Some cavities make perfect parts; others have flow lines or underfill issues, killing yield rates and driving up High-End Mold Scrap Rate. This is where Stack Mold Flow Channel Balancing becomes critical.
- Extended cycle times reduce efficiency: Stack Mold often need longer cooling to fill evenly, which can negate the benefits of High-Cavity Mold production if not optimized—hurting High-End Mold Production Efficiency.
Practical Solutions
- Balance flow channels Work with tooling teams to design runners that deliver equal material to every cavity, implementing Stack Mold Flow Channel Balancing to eliminate hit-or-miss quality and Stack Mold Production Defects.
- Install real-time monitoring systems Add a Mold Real-Time Monitoring System to track Injection Molding parameters continuously; alerts trigger immediately if flow rates drop or temperatures spike, allowing for quick adjustments before defects pile up.
- Run thorough trial runs at full speed Test the Stack Mold at full speed for several hours during Injection Molding Pilot Run to validate automation, check flow issues, and refine cycle times. Tweak mold design (e.g., add cooling channels as part of Mold Cooling System Optimization) based on trial results.
Real-World Example
We recently worked on a 32-cavity Stack Mold (a high-capacity High-Cavity Mold) project for a high-end automotive interior part. Initially, some cavities had 3–5% defects (underfill/flow lines), while others were perfect—classic Stack Mold Production Defects from uneven flow.
Analysis showed the runner system was unbalanced—some cavities got more material than others. We reworked the runner design to implement Stack Mold Flow Channel Balancing and adjusted injection timing for simultaneous filling.
Within days, all cavities produced defect-free parts, and we hit the client’s high-volume targets—boosting High-End Mold Production Efficiency and reducing High-End Mold Scrap Rate to near zero.
4. Surface Finish and Material Considerations
High-End Decorative Mold live or die by surface finish—complex textures, high-gloss coatings, soft-touch surfaces, these details define premium products. But these finishes also amplify every small defect, making minor Mold Surface Defects obvious to end users. That’s why we always factor surface finish into mold design, not as an afterthought—key to Decorative Mold Risk Mitigation.
Best Practices
- Collaborate early with clients Nail down exact finish requirements (gloss level, texture pattern) during design, then build the High-End Decorative Mold around those specs. Adjust draft angles to prevent drag marks; use high-grade steel for high-gloss surfaces to avoid scratching—all part of Decorative Mold Design for Manufacturability.
- Match materials to finishes Different resins behave differently inInjection Molding. For example, some high-gloss resins warp easily—add ribs for stability or refine cooling (as part of Mold Cooling System Optimization) to reduce stress and avoid Mold Surface Defects.
- Leverage past project lessons If a specific texture caused issues in a prior IMR Mold project, proactively adjust mold design or parameters to avoid repeating mistakes. This iterative approach saves time and strengthens Decorative Mold Risk Mitigation.
Real-World Example
For a luxury appliance brand’s high-gloss IMR Mold project, initial Injection Molding Pilot Run showed gloss variation across cavities—some parts were shiny, others matte, a clear Mold Surface Defects.
We found mold temperature was inconsistent: edges were cooler than the center, causing uneven resin cooling. We standardized the mold temperature profile and added edge insulation, a simple Mold Cooling System Optimization.
The gloss variation disappeared immediately—a simple fix that would have caused major issues if missed in trials, and a testament to the value ofDecorative Mold Design for Manufacturability.
5. Integration with Full Production Process
One of the biggest mistakes teams make is focusing too much on the High-End Decorative Mold itself, not how it fits into the full production workflow. Success requires integrating design,Injection Molding, automation, material selection, and quality control into a seamless system—all part of effective Decorative Mold Risk Mitigation.
Key Action Items
- Prioritize Design for Manufacturability (DFM) Before finalizing High-End Decorative Mold design, answer critical questions as part of Decorative Mold Design for Manufacturability: Upfront DFM avoids costly redesigns later and boosts High-End Mold Production Efficiency.
- Is wall thickness consistent enough for high-volume runs?
- Are draft angles sufficient to prevent sticking?
- Do the flow paths support fast, even filling?
- Test the entire production line during pilots Evaluate automation, part inspection speed, and material feeding—not just the mold—during Injection Molding Pilot Run. Identify bottlenecks (e.g., slow quality checks) and add inspectors or automated vision tools to keep up, reducing High-End Mold Scrap Rate.
- Invest in monitoring and predictive maintenance Deploy a Mold Real-Time Monitoring System to track cycle time, defect rate, and mold temperature in real time. Schedule regular mold maintenance to prevent wear that causes Mold Surface Defects and other issues.
Real-World Example
For a luxury consumer electronics client’s multi-cavity Stack Mold (a High-Cavity Mold) with automated part removal, we found Injection Molding, cooling, and ejection systems were out of sync—parts ejected too early (warping) or too late (sticking), major Stack Mold Production Defects.
We integrated Mold Real-Time Monitoring System tools to link all three systems, enabling real-time timing adjustments. Predictive maintenance checks for ejector pins and automation arms cut unplanned downtime by 40%—a big win for High-End Mold Production Efficiency.
The result was a smooth, high-volume run that met all quality and timeline goals—proof that integrating all production elements is key to Decorative Mold Risk Mitigation.
Conclusion
Mass production of High-End Decorative Mold isn’t easy—we’ve had our share of setbacks, from wrinkled IMR Mold films to misaligned IML Mold labels to uneven Stack Mold filling. But success boils down to two things: proactive risk identification and practical, hands-on solutions for Decorative Mold Risk Mitigation.
It’s not enough to design a good High-End Decorative Mold; you need to: Test it thoroughly inInjection Molding Pilot RunOptimize every Injection Molding parameter to prevent Injection Molding Parameter DriftIntegrate it into your full workflow, focusing on Decorative Mold Design for ManufacturabilityStay vigilant with a Mold Real-Time Monitoring System
By addressing the risks outlined here—from Mold Surface Defects in IMR Mold to flow imbalance in Stack Mold—and using the solutions that have worked for us in real projects, you can achieve: Consistent high yield, reducing High-End Mold Scrap RateFlawless surface finishes that define High-End Decorative MoldReliable high-volume output, boosting High-End Mold Production Efficiency
At the end of the day, this is what sets high-end suppliers apart: the ability to deliver premium High-End Decorative Mold products at scale, without compromising on quality. That’s the standard we hold ourselves to with every Decorative Mold Mass Production project we take on.